1. Basic Knowledge of Quotation
(1) Upon receiving customer samples or drawings for inquiry, conduct drawing review and preliminary quotation.
- Drawing Review Considerations: Material, dimensions, structure, 2D tolerance requirements (additional costs for spare parts, multiple trial runs, and revisions should be included in the quotation for complex or high-precision parts).
- Customer Requirements for Mold Material and Heat Treatment: Higher-grade materials increase costs.
- Structural Complexity: More complex structures (e.g., three-plate molds, slider mechanisms, cooling systems) lead to higher costs.
- Technical Recommendations: Advise customers on optimizing product design to simplify mold structure, reduce costs, and improve production efficiency.
(2) Factors Affecting Mold Pricing
- Mold Lifespan: Material selection and structural design directly impact material and machining costs.
- Product Precision: Higher precision demands stricter machining processes and design, increasing risks and costs.
- Mold Structural Design: Dictated by lifespan, precision, and machining requirements, directly influencing manufacturing costs.
2. Components of Plastic Mold Quotation
- Product Information: Name, part number, resin type, cavity count, etc.
- Market Development Costs.
- Engineering Costs:
- Project management
- Mold design
- CNC programming
- QC inspection
- Material Costs (varies by mold grade):
- Mold base
- Core/cavity inserts
- Sliders, lifters
- Electrodes (copper electrodes)
- Purchased Components:
- Runner system
- Ejection system
- Cooling system
- Side-action and mold-opening systems
- Other components
- Machining Costs:
- Lathe, milling, drilling, grinding, CNC, EDM, wire cutting, polishing, assembly, surface treatment, etc.
- Other Costs:
- Trial runs + materials
- Shipping + customs + packaging
- Sample delivery
- Management Fees
- Payment Terms and Delivery Schedule
- Mold Production Cycle Assessment
3. Mold Classification by Grade
Based on SPI-SPE standards:
- Class 101 Mold (1,000K+ shots, long-term precision production):
- High-hardness materials (e.g., DME #2 steel, 4140 steel, 48–50 HRC).
- Temperature control, hardened components, and rust-proof water channels.
- Class 102 Mold (≤1,000K shots, mass production):
- Similar to Class 101 but with optional features (e.g., guide pins, hard plates).
- Class 103 Mold (≤500K shots, medium production):
- P20 steel (28–32 HRC) or equivalent.
- Class 104 Mold (≤100K shots, low-volume production):
- Soft steel or aluminum mold bases.
- Class 105 Mold (≤500 shots, prototype/test molds):
- Aluminum, epoxy resin, or low-cost materials.

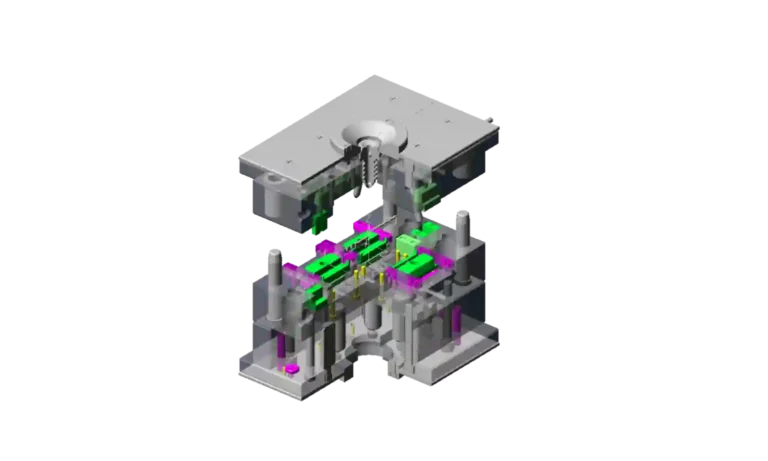
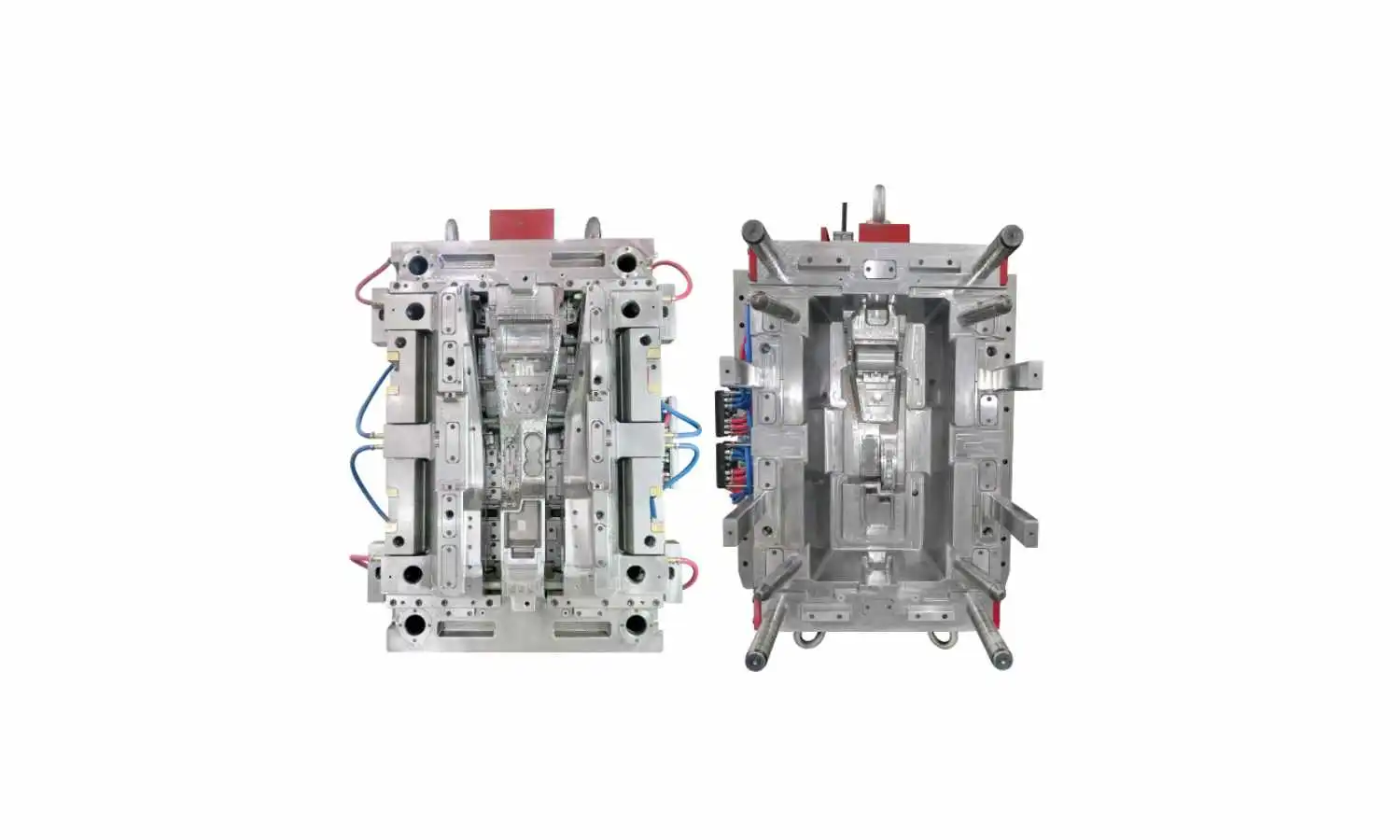
4. Basic Mold Structure
The basic structure of a mold can be divided into functional systems: Runner System, Forming System, Temperature Control System, Venting System, Ejection System, Mold Opening/Closing System, Reset System
- Mold Base:
The mold base serves as the framework of the entire mold. All components are designed based on the mold base structure.- Cost: Typically accounts for 10%–30% of the total mold cost.
- Components:
- Top plate (Clamping Plate)
- A Plate (Front Mold Plate)
- B Plate (Rear Mold Plate)
- C Plate (Support Pillar)
- Bottom Plate
- Ejector Plate
- Ejector Retainer Plate
- Guide Pins, Return Pins, Ejector Pins, Support Pillars, Stop Pins, etc.
- Major Mold Base Suppliers:
- China: LKM (Long Ji Mold Base), Hongfeng, Zhonghua, Mingli.
- International: FUTABA (Japan), DME (USA), HASCO (Germany), STRACK (Europe).
- Mold Forming System
- Core and Cavity Inserts (Mold Inserts):Embedded into the mold base plates to reduce costs and simplify machining.
- Material Requirements: High hardness (28–65 HRC), corrosion resistance, and thermal stability.
- Terminology:
- Front Mold (Cavity/Mother Mold)
- Rear Mold (Core/Father Mold)
- Sliders and Lifters:
- Sliders: Used to form undercuts or side features.
- Angle Lifters: Assist in ejecting complex geometries.
- System (S.R.G):
- Sprue: Connects the injection machine nozzle to the mold.
- Runner: Channels distributing molten plastic to cavities.
- Gate: Entry point of molten plastic into the cavity.
- Mold Standard Components:
- Domestic Brands: LKM (China).
- International Brands:DME (USA), HASCO (Germany), STRACK (Germany), EOC (Europe), STAUBLI (France), MISUMI (Japan), NITTO (Japan).
5. Classification of Plastic Molds
- By Material Hardness:
- (1) Hardened Molds (THROUGHLY HARDEN):
- Core/cavity steels require heat treatment (e.g., quenching) to achieve 44+ HRC.
- Materials: H11, H13, 420, S7.
- Lifespan: 500,000+ shots.
- (2) Pre-Hardened Molds (PRE-HARDENED):
- Core/cavity steels (e.g., P20, NAK80, aluminum) with <42 HRC.
- Lifespan: <500,000 shots.
- (1) Hardened Molds (THROUGHLY HARDEN):
- By Structural Design:
- (1) Standard Molds:
- Two-Plate Molds
- Three-Plate Molds
- (2) Threaded Molds:
- Automatic screw ejection (motor-driven, hydraulic-driven).
- Multi-layer molds for high-volume production.
- Requires hot runner systems for automation.
- (3) Stack Molds
- Definition: Stack molds, also known as “sandwich molds,” consist of two or more mold layers stacked together.
- Features:
- Requires a long main runner to distribute molten material to a central hot runner plate.
- Ideal for flat, thin-walled parts and high-volume production.
- Three parting surfaces must open simultaneously.
- Clamping force increases by only 5%–10%, but production capacity doubles.
- Challenges:
- Cold runner systems require manual removal of runner waste, complicating automation.
- Hot runner technology is critical for achieving efficient automated production.
- (4) Insert Molds
- Insert Molding:
- Pre-placed components (e.g., metal inserts) are embedded into the mold cavity before injection.
- Molten resin bonds with the insert to form a single integrated product.
- Outsert Molding:
- A specialized process where resin is overmolded onto localized areas of a pre-formed metal substrate.
- Insert Molding:
- (1) Standard Molds:
- Classification by Color Quantity
- Single-Color Molds:
- Two-Color Molds:
- Combines a hard base material (e.g., ABS, PC) with a soft overmold material (e.g., TPE, TPU).
- Requires two separate molds:
- First Mold: Produces the hard base part.
- Second Mold: Positions the hard part in the rear cavity and overmolds the soft material.
- Key Considerations:
- Precise alignment of parting surfaces.
- Structural complexity (sliders, lifters, inserts).
- Multi-Color Molds (3+ colors):
- Similar to two-color molds but with additional cavities and sequential molding steps.
- High precision required for part positioning and mold alignment.
- Silicone Molds
- Solid Silicone Molds: For rubber parts.
- LSR Molds (Liquid Silicone Rubber): For high-precision liquid silicone injection.