1. Conocimientos básicos de cotización
(1) Una vez recibidas las muestras o los planos del cliente para su consulta, realice la revisión de los planos y el presupuesto preliminar.
- Consideraciones sobre la revisión del dibujo: Material, dimensiones, estructura, requisitos de tolerancia 2D (los costes adicionales por piezas de repuesto, múltiples pruebas y revisiones deben incluirse en el presupuesto para piezas complejas o de alta precisión).
- Requisitos del cliente para el material del molde y el tratamiento térmico: Los materiales de mayor calidad aumentan los costes.
- Complejidad estructural: Las estructuras más complejas (por ejemplo, moldes de tres placas, mecanismos deslizantes, sistemas de refrigeración) conllevan costes más elevados.
- Recomendaciones técnicas: Asesorar a los clientes sobre la optimización del diseño del producto para simplificar la estructura del molde, reducir costes y mejorar la eficacia de la producción.
(2) Factores que afectan al precio del moho
- Vida útil del moho: La selección del material y el diseño estructural repercuten directamente en los costes de material y mecanizado.
- Precisión del producto: Una mayor precisión exige procesos de mecanizado y un diseño más estrictos, lo que aumenta los riesgos y los costes.
- Diseño estructural del molde: Dictada por la vida útil, la precisión y los requisitos de mecanizado, influye directamente en los costes de fabricación.
2. Componentes del molde de plástico Cotización
- Información sobre el producto: Nombre, número de pieza, tipo de resina, número de cavidades, etc.
- Costes de desarrollo del mercado.
- Costes de ingeniería:
- Gestión de proyectos
- Diseño de moldes
- Programación CNC
- Inspección de control de calidad
- Costes de material (varía según el grado del molde):
- Base del molde
- Insertos de núcleo/cavidad
- Deslizadores, elevadores
- Electrodos (electrodos de cobre)
- Componentes adquiridos:
- Sistema de corredores
- Sistema de eyección
- Sistema de refrigeración
- Sistemas de acción lateral y de apertura de moldes
- Otros componentes
- Costes de mecanizado:
- Torno, fresado, taladrado, rectificado, CNC, electroerosión, corte por hilo, pulido, montaje, tratamiento de superficies, etc.
- Otros costes:
- Pruebas + materiales
- Envío + aduanas + embalaje
- Entrega de muestras
- Gastos de gestión
- Condiciones de pago y calendario de entrega
- Evaluación del ciclo de producción de moldes
3. Clasificación del moho por grados
Basado en las normas SPI-SPE:
- Clase 101 Molde (1.000K+ disparos, producción de precisión a largo plazo):
- Materiales de alta dureza (por ejemplo, acero DME #2, acero 4140, 48-50 HRC).
- Control de temperatura, componentes endurecidos y canales de agua a prueba de óxido.
- Molde de clase 102 (disparos ≤1.000K, producción en serie):
- Similar a la clase 101 pero con características opcionales (por ejemplo, pasadores guía, placas duras).
- Molde de clase 103 (≤500K disparos, producción media):
- Acero P20 (28-32 HRC) o equivalente.
- Molde clase 104 (≤100K disparos, producción de bajo volumen):
- Bases de molde blandas de acero o aluminio.
- Molde de clase 105 (≤500 disparos, prototipos/moldes de prueba):
- Aluminio, resina epoxi o materiales de bajo coste.

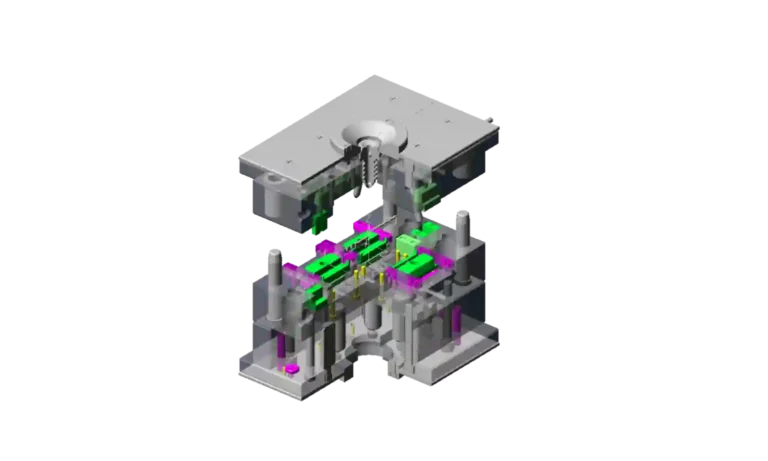
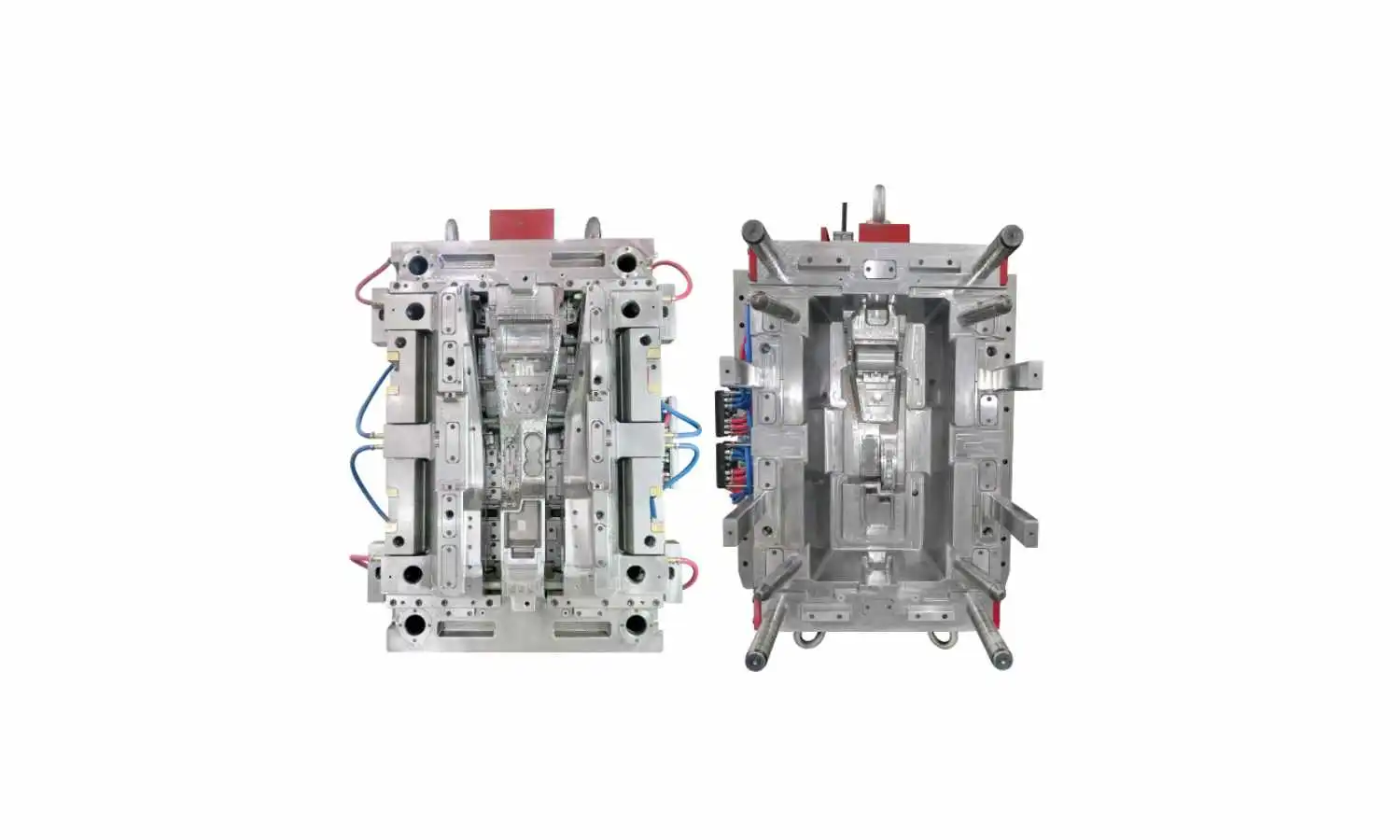
4. Estructura básica del molde
La estructura básica de un molde puede dividirse en sistemas funcionales: Sistema de corredores, Sistema de conformado, Sistema de control de la temperatura, Sistema de ventilación, Sistema de eyección, Sistema de apertura/cierre del molde, Restablecer sistema
- Base del molde:
La base del molde sirve como armazón de todo el molde. Todos los componentes se diseñan basándose en la estructura de la base del molde.- Coste: Normalmente supone 10%-30% del coste total del molde.
- Componentes:
- Placa superior (Placa de sujeción)
- Placa A (Placa de molde frontal)
- Placa B (Placa del molde trasero)
- Placa C (Pilar de soporte)
- Placa inferior
- Placa eyectora
- Placa de retención del eyector
- Pasadores guía, pasadores de retorno, pasadores eyectores, pilares de apoyo, pasadores de tope, etc.
- Principales proveedores de bases para moldes:
- China: LKM (Long Ji Mold Base), Hongfeng, Zhonghua, Mingli.
- Internacional: FUTABA (Japón), DME (EE.UU.), HASCO (Alemania), STRACK (Europa).
- Sistema de formación de moldes
- Insertos para núcleos y cavidades (insertos para moldes):Incrustado en las placas base del molde para reducir costes y simplificar el mecanizado.
- Requisitos materiales: Alta dureza (28-65 HRC), resistencia a la corrosión y estabilidad térmica.
- Terminología:
- Molde frontal (cavidad/molde madre)
- Molde trasero (núcleo/molde padre)
- Deslizadores y elevadores:
- Deslizadores: Se utiliza para formar socavados o rasgos laterales.
- Elevadores angulares: Asista en la expulsión de geometrías complejas.
- Sistema (S.R.G):
- Colada: Conecta la boquilla de la máquina de inyección al molde.
- Corredor: Canales que distribuyen el plástico fundido a las cavidades.
- Puerta: Punto de entrada del plástico fundido en la cavidad.
- Componentes estándar del molde:
- Marcas nacionales: LKM (China).
- Marcas internacionales:DME (EE.UU.), HASCO (Alemania), STRACK (Alemania), EOC (Europa), STAUBLI (Francia), MISUMI (Japón), NITTO (Japón).
5. Clasificación de los moldes de plástico
- Por dureza del material:
- (1) Moldes endurecidos (THROUGHLY HARDEN):
- Los aceros para núcleos/cavidades requieren un tratamiento térmico (por ejemplo, temple) para conseguir 44+ HRC.
- Materiales: H11, H13, 420, S7.
- Vida útil: 500.000+ disparos.
- (2) Moldes preendurecidos (PREendurecidos):
- Aceros para núcleo/cavidad (por ejemplo, P20, NAK80, aluminio) con <42 HRC.
- Vida útil: <500.000 disparos.
- (1) Moldes endurecidos (THROUGHLY HARDEN):
- Por diseño estructural:
- (1) Moldes estándar:
- Moldes de dos placas
- Moldes de tres placas
- (2) Moldes roscados:
- Expulsión automática del husillo (motorizada, hidráulica).
- Moldes multicapa para producción de gran volumen.
- Requiere sistemas de canal caliente para su automatización.
- (3) Moldes apilables
- Definición: Los moldes apilados, también conocidos como "moldes sándwich", constan de dos o más capas de molde apiladas.
- Características:
- Requiere un canal principal largo para distribuir el material fundido a una placa central de canal caliente.
- Ideal para piezas planas de paredes finas y producción de gran volumen.
- Tres superficies de separación deben abrirse simultáneamente.
- La fuerza de sujeción aumenta sólo 5%-10%pero la capacidad de producción se duplica.
- Desafíos:
- Los sistemas de canal frío requieren la eliminación manual de los residuos del canal, lo que complica la automatización.
- La tecnología de canal caliente es fundamental para lograr una producción automatizada eficiente.
- (4) Moldes de inserción
- Moldeo por inserción:
- Los componentes colocados previamente (por ejemplo, insertos metálicos) se incrustan en la cavidad del molde antes de la inyección.
- La resina fundida se une al inserto para formar un único producto integrado.
- Moldeo Outsert:
- Proceso especializado en el que la resina se sobremoldea en zonas localizadas de un sustrato metálico preformado.
- Moldeo por inserción:
- (1) Moldes estándar:
- Clasificación por color Cantidad
- Moldes monocolor:
- Moldes bicolor:
- Combina un material base duro (por ejemplo, ABS, PC) con un material de sobremoldeo blando (por ejemplo, TPE, TPU).
- Requiere dos moldes separados:
- Primer molde: Produce la pieza base dura.
- Segundo molde: Coloca la pieza dura en la cavidad posterior y sobremoldea el material blando.
- Consideraciones clave:
- Alineación precisa de las superficies de separación.
- Complejidad estructural (deslizadores, elevadores, insertos).
- Moldes multicolor (3+ colores):
- Similar a los moldes de dos colores pero con cavidades adicionales y pasos de moldeo secuenciales.
- Alta precisión necesaria para el posicionamiento de la pieza y la alineación del molde.
- Moldes de silicona
- Moldes de silicona sólida: Para piezas de goma.
- Moldes LSR (caucho de silicona líquida): Para la inyección de silicona líquida de alta precisión.