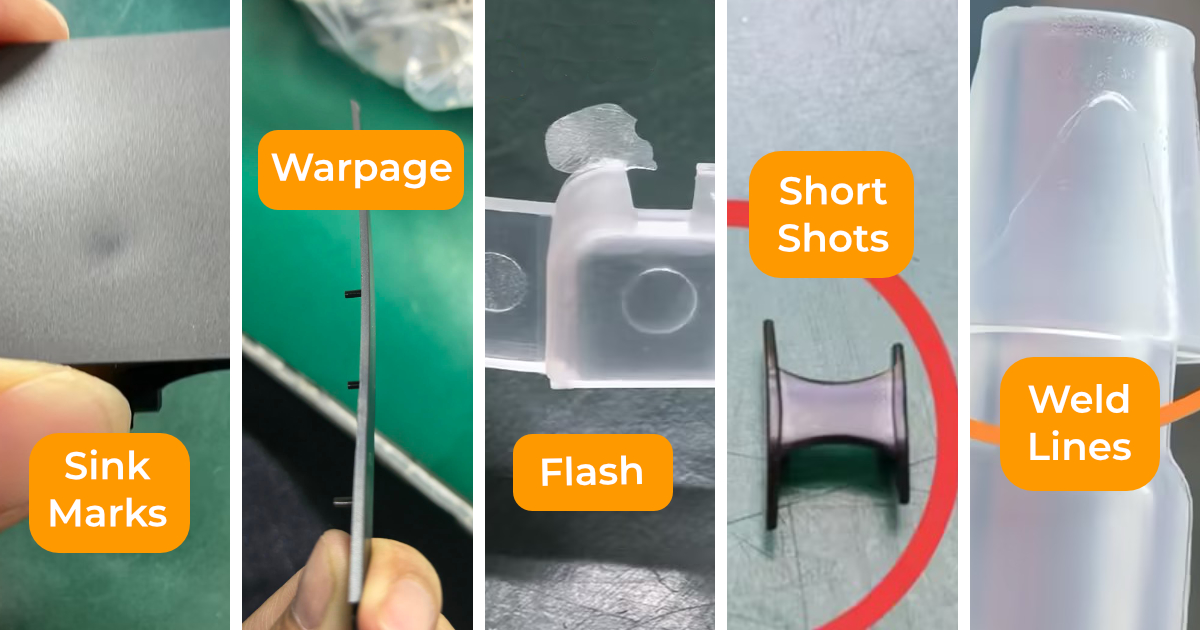
Топ-5 Дефектов Литья Под Давлением и Как Их Предотвратить
Понимание распространённых дефектов литья и способов их предотвращения экономит тысячи долларов на доработке пресс-форм и задержках запуска.
1. Утяжины
Как выглядит: Видимое углубление на поверхности, обычно напротив толстого сечения, бобышки или ребра.
Причина: Внешняя корка застывает, пока внутренний материал ещё остывает и даёт усадку. Чем толще сечение, тем сильнее утяжка.
Как предотвратить:
- Равномерная толщина стенки
- Рёбра 50–60% номинальной толщины
- Полые бобышки или выборка для снижения массы
- Расположение литников ближе к толстым сечениям
2. Коробление
Как выглядит: Деталь выходит размерно искажённой — изогнутой, скрученной.
Причина: Дифференциальная усадка создаёт внутренние напряжения. Разная скорость охлаждения или ориентация материала вызывают разную усадку.
Как предотвратить:
- Равномерная толщина стенки
- Добавление рёбер на большие плоские панели
- Моделирование Moldflow до обработки
- Балансировка охлаждения с обеих сторон
Примечание: Полукристаллические материалы (PP, PA, POM) коробятся значительно больше аморфных (ABS, PC, PMMA).
3. Облой
Как выглядит: Тонкий пластиковый заусенец за краем детали по линии разъёма.
Причина: Расплав выходит из полости в зазор между компонентами пресс-формы.
Как предотвратить:
- Достаточная площадь смыкания
- Глубина вентиляции ниже порога облоя (0,015–0,025 мм)
- Регулярный осмотр и доводка поверхностей разъёма
4. Недоливы
Как выглядит: Деталь неполная — область не заполнилась.
Причина: Расплав исчерпал давление, температуру или длину потока.
Как предотвратить:
- Избегать стенок тоньше 0,8 мм
- Увеличить размер литника или добавить литники
- Улучшить вентиляцию в последних точках заполнения
- Увеличить скорость и давление впрыска
5. Линии Спая
Как выглядит: Видимая линия где встретились два фронта расплава. В конструкционных деталях — точка слабости.
Причина: Расплав обтекает отверстие или препятствие, фронты встречаются и образуют шов с пониженной прочностью.
Как предотвратить:
- Переместить литник от зон видимости и высоких напряжений
- Увеличить температуру расплава и формы
- Увеличить скорость впрыска
- Аморфные материалы (ABS, PC) дают более прочные швы
- Избегать стеклонаполненных материалов для критичных по прочности швов
Сводка
| Дефект | Основная Причина в Проекте | Основная Причина в Процессе |
|---|---|---|
| Утяжины | Толстые сечения | Недостаточное давление подпитки |
| Коробление | Неравномерная толщина | Несбалансированное охлаждение |
| Облой | Недостаточная площадь смыкания | Избыточное давление впрыска |
| Недоливы | Тонкие стенки, плохая вентиляция | Недостаточная температура/давление |
| Линии спая | Литник рядом с отверстиями | Низкая температура расплава |
JBRplas предоставляет бесплатный DFM-анализ с каждым предложением. Получить DFM-анализ →