Обзор Проекта
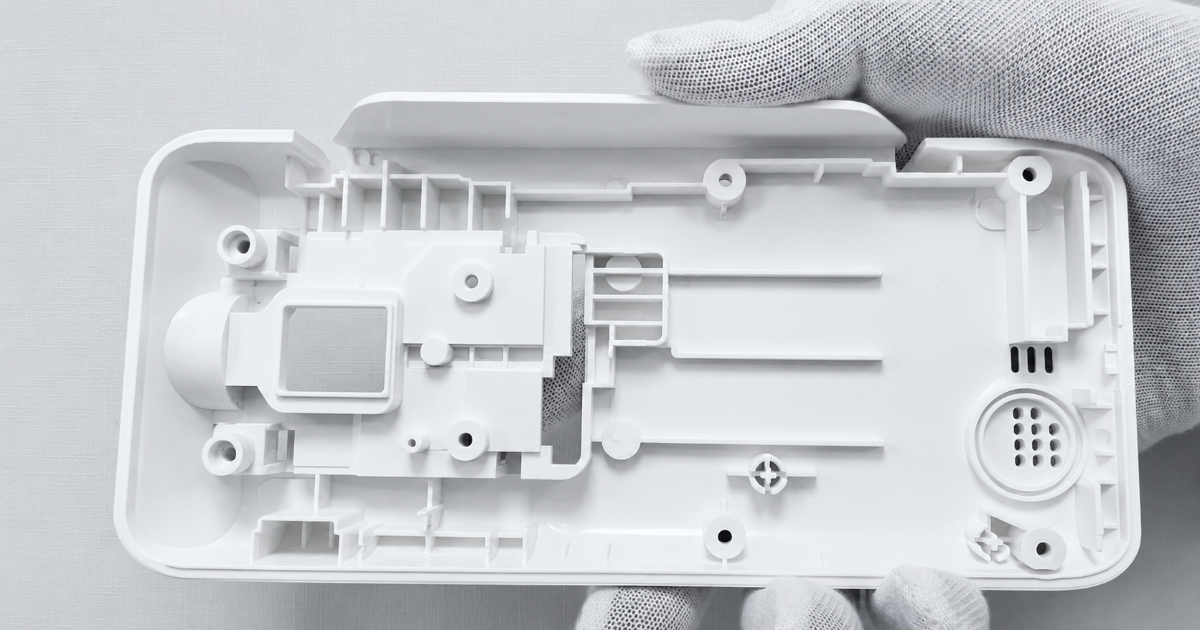
Британский производитель платёжных терминалов, разрабатывающий POS-устройство нового поколения для европейского рынка, нуждался в производственной пресс-форме для корпуса терминала — двухкомпонентной литьевой сборке, сочетающей чёрную направляющую картридера из ПК с белой основной оболочкой из ПК UL V-0, средней перегородкой и внутренней рёберной структурой. Полная сборка имеет размеры 106 × 146 × 56 мм и весит 110 граммов.
Корпус объединяет прецизионную направляющую картридера из чёрного ПК, структурную оболочку из белого ПК со стенками 3 мм, среднюю перегородку 1,5 мм, усиливающие рёбра 1 мм, запрессованный металлический экранирующий лист и контакты в средней перегородке, а также интегрированную решётку динамика на боковой стенке. Все эти элементы должны быть изготовлены за один цикл двухкомпонентной поворотной пресс-формы.
Технические Характеристики Детали
| Параметр | Спецификация |
|---|---|
| Изделие | Корпус платёжного POS-терминала в сборе |
| Расположение клиента | Великобритания |
| Размеры | 106,0 × 146,0 × 56,0 мм |
| Вес (полная сборка) | 110 г |
| Толщина стенки корпуса | 3,0 мм |
| Толщина средней перегородки | 1,5 мм |
| Толщина рёбер | 1,0 мм |
| Первый впрыск (чёрный) | ПК — направляющая картридера |
| Второй впрыск (белый) | ПК UL V-0 — основная оболочка, перегородка, рёбра |
| Металлические закладные | Экранирующий лист + контакты (запрессованные) |
| Особенности | Интегрированная решётка динамика в боковой стенке |
| Применение | Платёжный терминал, финансовый POS |
Инженерный Подход
Стратегия Двухкомпонентного Литья — Почему не две отдельные пресс-формы?
Клиент изначально рассматривал изготовление чёрной направляющей и белой оболочки как двух отдельных деталей. Этот подход упростил бы конструкцию пресс-формы, но создавал три проблемы:
Выравнивание пути карты. Направляющая считывателя магнитной полосы требует ±0,2 мм по всей длине. Отдельный чёрный компонент вносит накопление сборочных допусков. Двухкомпонентная пресс-форма формирует чёрную направляющую и белую оболочку как молекулярно связанную единую деталь.
Защита от проникновения. POS-терминалы в торговых помещениях подвергаются воздействию пролитых напитков и чистящих средств. Двухкомпонентный корпус из одной детали устраняет путь проникновения влаги.
Доказательство несанкционированного доступа. Платёжные терминалы подпадают под требования PCI PTS по физической защите. Двухкомпонентный корпус, в котором чёрная направляющая неразрывно связана с белой оболочкой, делает любую попытку разделения очевидно разрушительной.
Выбор Материала — Почему ПК для обоих впрысков?
Использование ПК для обоих впрысков было обдуманным инженерным решением. Двухкомпонентный процесс требует, чтобы материалы связывались на молекулярном уровне при запрессовке.
ПК чёрный (первый впрыск) выбран за износостойкость (>500 000 проведений), размерную стабильность (усадка 0,5–0,7 %) и термическую совместимость со вторым впрыском.
ПК белый UL V-0 (второй впрыск) выбран за сочетание огнестойкости и механических свойств. Сертификация UL V-0 при толщине стенки 3 мм является обязательным требованием для платёжных терминалов в европейских коммерческих средах согласно IEC 62368-1.
Запрессовка Металлических Закладных
Средняя перегородка содержит две металлические закладные:
- Экранирующий лист — Лист нержавеющей стали 0,3 мм для электромагнитного экранирования.
- Контакты — Подпружиненные латунные контакты для пути заземления.
Критический контроль процесса — предотвращение попадания облоя на контактные поверхности. Облой толщиной 0,05 мм на контакте заземления создаёт прерывистое электрическое соединение. Пресс-форма включает поверхности плотного смыкания вокруг каждой контактной точки с зазором 0,02 мм.
Управление Переменной Толщиной Стенки
Корпус имеет три зоны толщины — 3 мм, 1,5 мм и 1 мм — заполняемые во время одного второго впрыска. Решением стала стратегия множественных точек впрыска с 3–4 точками. Температура пресс-формы 85–95°C сохраняет поверхность гнезда достаточно тёплой для полного заполнения 1-мм секций.
Детали Конструкции Пресс-Формы
| Параметр | Деталь |
|---|---|
| Тип пресс-формы | Двухкомпонентная поворотная литьевая пресс-форма |
| Гнёзда | 1+1 (поворотный стол, индекс 180°) |
| Сталь пресс-формы | P20 (знак и матрица) |
| Первая позиция | ПК чёрный — направляющая картридера |
| Вторая позиция | ПК белый UL V-0 — оболочка, перегородка, рёбра |
| Литниковая система | Горячеканальная, управление игольчатым клапаном |
| Загрузка закладных | Ручная загрузка, фиксация позиционирующими штифтами |
| Охлаждение | Конформное охлаждение на второй позиции |
| Выталкивание | Многоточечное с последовательным освобождением |
| Поверхности смыкания | Зазор 0,02 мм в точках контакта закладных |
| Ресурс пресс-формы | 300 000 впрысков |
Процесс Литья Под Давлением
Первый Впрыск — ПК Чёрный (Направляющая Картридера)
| Параметр | Значение |
|---|---|
| Материал | ПК чёрный, высокотекучий, УФ-стойкий |
| Температура цилиндра | 270–285°C (зональный нагрев) |
| Температура сопла | 295°C |
| Температура пресс-формы | 85–95°C |
| Давление впрыска | 95–115 МПа |
| Давление выдержки | 80–95 МПа |
| Время выдержки | 2–3 с |
| Время охлаждения | 12–15 с |
Второй Впрыск — ПК Белый UL V-0 (Основная Оболочка)
| Параметр | Значение |
|---|---|
| Материал | ПК белый, высокотекучий, UL V-0 |
| Температура цилиндра | 280–300°C (зональный нагрев) |
| Температура сопла | 305°C |
| Температура пресс-формы | 85–95°C |
| Давление впрыска | 80–105 МПа |
| Давление выдержки | 70–90 МПа |
| Время выдержки | 2–3 с |
| Время охлаждения | 18–22 с |
| Точки впрыска | 3–4 множественные |
| Сушка материала | 120°C × 4 часа, влажность <0,02 % |
Контроль Качества
Каждая партия проходит структурированный протокол контроля:
- Размерный контроль — КИМ полная раскладка первой детали и выборка 1:200; ширина направляющей проверена в 5 точках на ±0,2 мм
- Целостность двухкомпонентной связи — Микроскопия поперечного сечения линии связи; отслоения, пустоты или загрязнения отсутствуют
- Качество запрессовки закладных — 100 % проверка целостности цепи; осмотр контактной поверхности под 10×
- Контроль решётки динамика — 100 % визуальный контроль на просвет
- Внешний вид — 100 % визуальный контроль под 800 люкс
- Проверка UL V-0 — Вертикальное испытание на горение по UL 94
- Испытание на падение — Свободное падение 1,0 м на бетон, 6 ориентаций
- Термоциклирование — От -20°C до +60°C, 50 циклов; изменение размеров <0,1 мм
- Износостойкость протяжки — 500 000 циклов; износ направляющей <0,05 мм
- Стабильность веса — Вариация <1,5 %, согласно протоколу контроля качества
Результаты
| Показатель | Цель | Достигнуто |
|---|---|---|
| Точность направляющей | ±0,2 мм на 106 мм | Cpk = 1,52 |
| Прочность двухкомпонентной связи | Без отслоения | ✅ Пройдено |
| Непрерывность контактов закладных | 100 % | ✅ 100 % |
| Заполнение решётки динамика | 100 % | 99,8 % |
| Испытание UL V-0 | Затухание ≤10 с | ✅ Пройдено (8,5 с) |
| Испытание на падение (1,0 м) | Без трещин | ✅ Пройдено |
| Термоциклирование | Δ <0,1 мм | Δ = 0,04 мм |
| Износ (500k циклов) | Износ <0,05 мм | 0,02 мм |
| Вариация веса (1-й впр.) | <1,5 % | 1,1 % |
| Вариация веса (2-й впр.) | <1,5 % | 1,3 % |
| Себестоимость детали | ≤¥28,00 | ¥24,50 |
Данный кейс демонстрирует возможности JBRplas по сложному двухкомпонентному литью под давлением — включая поворотную пресс-форму с молекулярной интеграцией ПК чёрный/белый, запрессовку металлических закладных для EMI-экранирования, размерный контроль финансового класса и комплексную проверку качества для требований сертификации платёжных терминалов.