Principiile de bază ale proiectării turnării prin injecție
Procesul de turnare prin injecție
Procesul începe cu topirea peletelor termoplastice, injectarea materialului topit într-o cavitate de matriță proiectată cu precizie, sub presiune ridicată, și răcirea acestuia pentru a forma forma dorită. Etapele cheie includ:
- Strângere: Fixarea jumătăților de matriță.
- Injecție: Umplerea cavității cu polimer topit.
- Răcire: Solidificare pentru a asigura stabilitatea dimensională.
- Ejecție: Îndepărtarea piesei finite.
Eficiența depinde de optimizarea timpului de ciclu, selectarea materialelor și proiectarea matrițelor.
Proiectare pentru manufacturabilitate (DFM)
Principiile DFM asigură că proiectele sunt optimizate pentru producție:
- Grosime uniformă a peretelui: Previne defectele precum urme de scufundare și deformare.
- Unghiuri de proiectare: Facilitarea ejecției piesei (de obicei 1-3°).
- Coaste și burdufuri: Îmbunătățește integritatea structurală fără a adăuga volum.
- Plasarea porții: Controlează fluxul de materiale și minimizează liniile de sudură.
- Evitarea denivelărilor: Reduce complexitatea și costul matriței.
Software-ul CAD avansat permite simulări virtuale pentru a prezice modelele de umplere, capcanele de aer și ineficiențele de răcire, reducând iterațiile de prototipare.
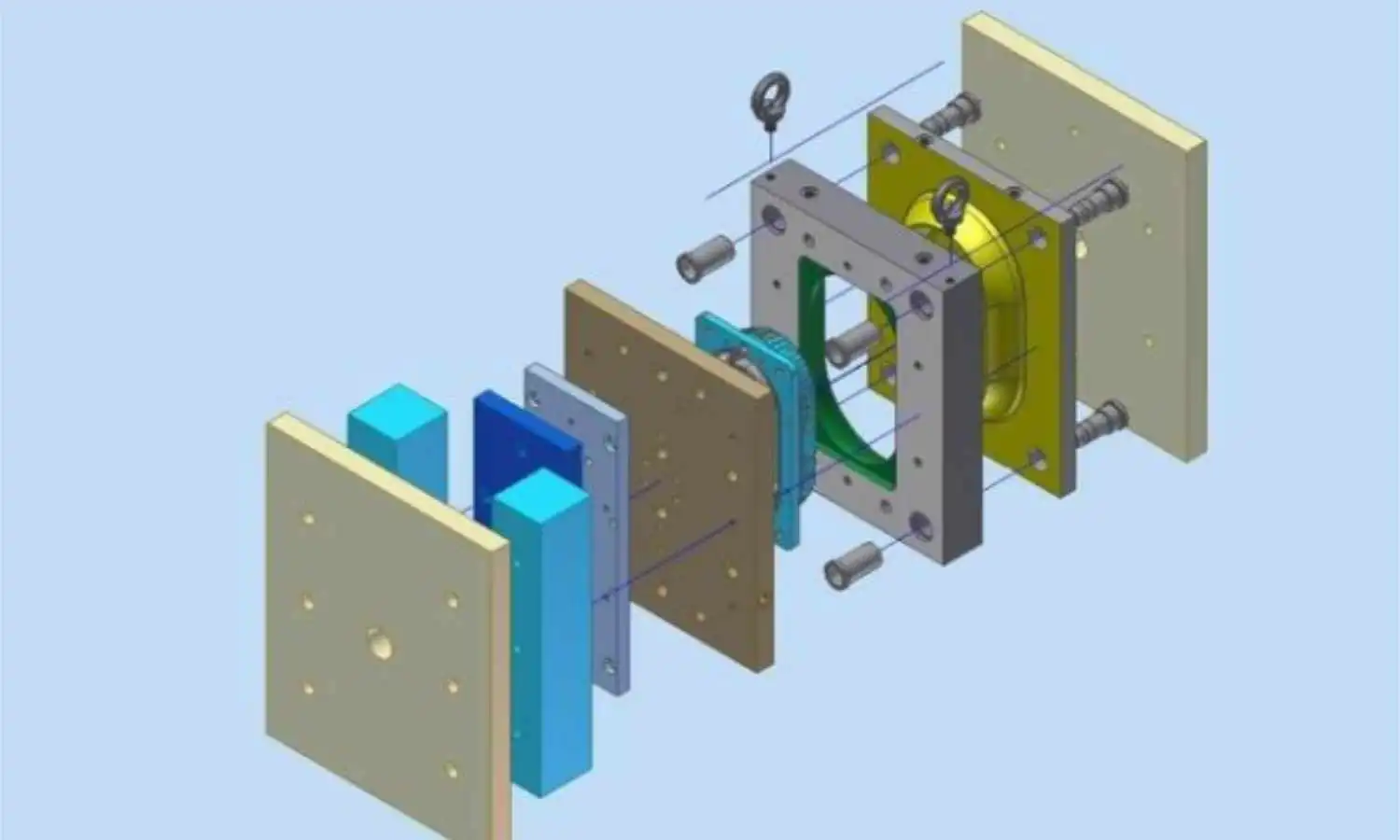
Proiectarea matrițelor: Inginerie de precizie
Componentele și funcționalitatea matriței
O matriță constă din două jumătăți (miez și cavitate), canale de răcire, pini de ejecție și un sistem de închidere. Considerațiile critice de proiectare includ:
- Dispunerea canalelor de răcire: Asigură disiparea uniformă a căldurii pentru a minimiza timpul de ciclu.
- Aerisire: Împiedică blocarea aerului, care provoacă urme de arsură.
- Finisaj de suprafață: Impactul asupra esteticii piesei (de exemplu, lustruit pentru luciu, texturat pentru aderență).
Tehnologii avansate de turnare
- Răcire conformă: Forme imprimate 3D cu canale de răcire curbate pentru o răcire mai rapidă și uniformă.
- Matrițe cu cavități multiple: Permite producția simultană a mai multor piese.
- Sisteme Hot Runner: Reduceți risipa de material prin menținerea polimerului topit în canale.
Selectarea materialelor: Echilibrarea performanței și a costului
Materialele termoplastice domină turnarea prin injecție datorită capacității lor de reciclare și versatilității. Materialele cheie includ:
| Material | Proprietăți | Aplicații |
|---|---|---|
| ABS | Rezistență la impact, durabilitate | Panouri auto, jucării |
| Policarbonat (PC) | Claritate optică, rezistență la căldură | Ochelari de protecție, dispozitive medicale |
| Polipropilenă (PP) | Rezistență chimică, greutate redusă | Ambalaje, piese auto |
| Nylon (PA) | Rezistență ridicată, rezistență la uzură | Angrenaje, rulmenți |
| PEEK | Stabilitate la temperaturi ridicate | Industria aerospațială, implanturi medicale |
Tendințe emergente:
- Polimeri pe bază biologică: Reducerea amprentei de carbon (de exemplu, PLA).
- Compozite din fibre de sticlă/carbon: Îmbunătățirea proprietăților mecanice.
Optimizarea proceselor: Controlul variabilelor
Parametrii critici ai procesului includ:
- Temperatura de topire: Afectează vâscozitatea și curgerea.
- Presiune/ viteză de injecție: Determină consistența umpluturii.
- Timp de răcire: Impactul asupra timpului de ciclu și a deformării pieselor.
- Menținerea presiunii: Compensează contracția în timpul solidificării.
Integrarea industriei 4.0:
- Senzori IoT: Monitorizați parametrii în timp real (presiune, temperatură).
- Analiză predictivă: Anticiparea nevoilor de întreținere a mașinilor.
- Gemeni digitali: Simulați scenariile de producție pentru a optimiza setările.
Asigurarea calității și durabilitatea
Metode de control al calității
- Inspecție dimensională: Mașinile de măsurat în coordonate (CMM) verifică toleranțele (±0,005-0,1 mm).
- Încercări mecanice: Rezistență la tracțiune, rezistență la impact.
- Controlul statistic al proceselor (SPC): Urmărește abaterile în timp real.
Practici durabile
- Reciclarea materialelor: Regrupați matrițele și șinele de rulare pentru reutilizare.
- Mașini eficiente din punct de vedere energetic: Presele complet electrice reduc consumul de energie cu 50-70%.
- Lightweighting: Minimizează utilizarea materialelor fără a compromite rezistența.
Aplicații și inovații în industrie
- Automobile: Geometrii complexe (de exemplu, colectori de admisie) cu polimeri rezistenți la căldură.
- Medicale: Componente sterilizabile, biocompatibile (de exemplu, corpuri de seringă).
- Electronică: Carcase cu ecranare EMI și conectori de precizie.
- Bunuri de larg consum: Design ergonomic cu finisaje estetice.
Tendințe viitoare:
- Turnare multi-material: Combină polimeri rigizi/flexibili într-un singur ciclu.
- Proiectare bazată pe inteligența artificială: Algoritmii generativi optimizează geometria pieselor pentru greutate și rezistență.
- Economia circulară: Sisteme cu buclă închisă pentru producția fără deșeuri.
Concluzie: Calea către măiestrie
Stăpânirea designului de turnare prin injecție necesită o abordare multidisciplinară:
- Colaborare: Inginerii, specialiștii în știința materialelor și designerii trebuie să se alinieze obiectivelor funcționale și estetice.
- Învățarea continuă: Rămâneți la curent cu progresele în materie de materiale, instrumente de simulare și automatizare.
- Accentul pe durabilitate: Prioritizarea materialelor ecologice și a proceselor eficiente din punct de vedere energetic.
Prin integrarea ingineriei de precizie cu tehnologiile de ultimă oră, producătorii pot realiza o producție rentabilă și de înaltă calitate, îndeplinind în același timp cerințele în continuă evoluție ale industriilor globale. Turnarea prin injecție rămâne nu doar o metodă de fabricație, ci și un catalizator pentru inovare în era digitală.


