1. Cunoștințe de bază privind ofertele de preț
(1) La primirea mostrelor sau a desenelor clienților pentru anchetă, efectuați revizuirea desenelor și oferta preliminară.
- Considerații privind revizuirea desenelor: Material, dimensiuni, structură, cerințe de toleranță 2D (costurile suplimentare pentru piesele de schimb, încercările multiple și revizuirile trebuie incluse în ofertă pentru piesele complexe sau de înaltă precizie).
- Cerințe ale clientului pentru materialul de turnare și tratamentul termic: Materialele de calitate superioară cresc costurile.
- Complexitatea structurală: Structurile mai complexe (de exemplu, matrițe cu trei plăci, mecanisme de glisare, sisteme de răcire) conduc la costuri mai mari.
- Recomandări tehnice: Consilierea clienților cu privire la optimizarea designului produsului pentru a simplifica structura matriței, a reduce costurile și a îmbunătăți eficiența producției.
(2) Factorii care influențează prețul mucegaiului
- Durata de viață a mucegaiului: Selectarea materialelor și proiectarea structurală au un impact direct asupra costurilor materialelor și de prelucrare.
- Precizie produs: Precizia mai mare necesită procese de prelucrare și proiectare mai stricte, crescând riscurile și costurile.
- Proiectarea structurală a mucegaiului: Dictate de durata de viață, precizie și cerințele de prelucrare, influențând direct costurile de producție.
2. Componente ale matriței din plastic Ofertă de preț
- Informații despre produs: Numele, numărul piesei, tipul de rășină, numărul de cavități etc.
- Costuri de dezvoltare a pieței.
- Costuri de inginerie:
- Managementul proiectelor
- Designul matriței
- Programare CNC
- Inspecție QC
- Costuri materiale (variază în funcție de calitatea matriței):
- Baza de turnare
- Inserții pentru miez/cavitate
- Glisiere, lifturi
- Electrozi (electrozi de cupru)
- Componente achiziționate:
- Sistemul Runner
- Sistem de ejecție
- Sistemul de răcire
- Sisteme cu acțiune laterală și de deschidere a mucegaiului
- Alte componente
- Costuri de prelucrare:
- Strung, frezare, găurire, rectificare, CNC, EDM, tăiere cu sârmă, lustruire, asamblare, tratament de suprafață etc.
- Alte costuri:
- Teste + materiale
- Transport + vamă + ambalaj
- Livrarea eșantionului
- Taxe de administrare
- Condiții de plată și calendar de livrare
- Evaluarea ciclului de producție a mucegaiului
3. Clasificarea mucegaiului în funcție de grad
Pe baza standardelor SPI-SPE:
- Clasa 101 Mold (1,000K+ fotografii, producție de precizie pe termen lung):
- Materiale cu duritate ridicată (de exemplu, oțel DME #2, oțel 4140, 48-50 HRC).
- Controlul temperaturii, componente întărite și canale de apă rezistente la rugină.
- Clasa 102 Mold (fotografii ≤1,000K, producție în masă):
- Similar clasei 101, dar cu caracteristici opționale (de exemplu, pini de ghidare, plăci dure).
- Clasa 103 Mold (≤500K fotografii, producție medie):
- Oțel P20 (28-32 HRC) sau echivalent.
- Clasa 104 Mold (≤100K fotografii, producție de volum redus):
- Baze de turnare din oțel moale sau aluminiu.
- Clasa 105 Mold (≤500 fotografii, prototipuri/modele de testare):
- Aluminiu, rășină epoxidică sau materiale low-cost.

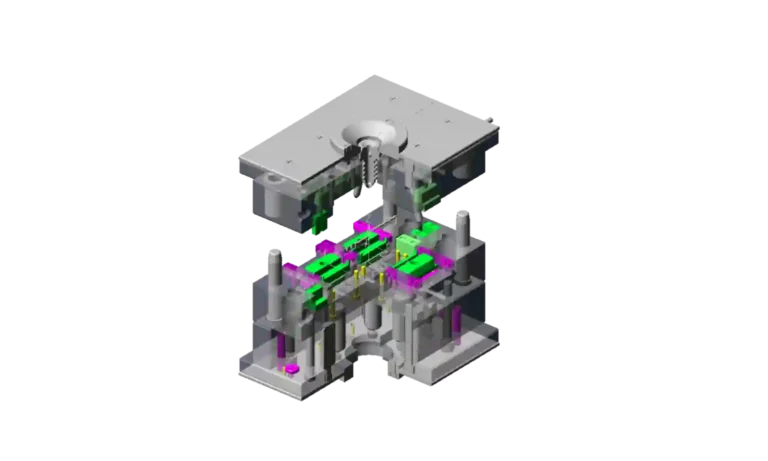
4. Structura de bază a matriței
Structura de bază a unei matrițe poate fi împărțită în sisteme funcționale: Sistemul Runner, Sistem de formare, Sistem de control al temperaturii, Sistem de ventilație, Sistem de ejecție, Sistem de deschidere/închidere a mucegaiului, Resetare sistem
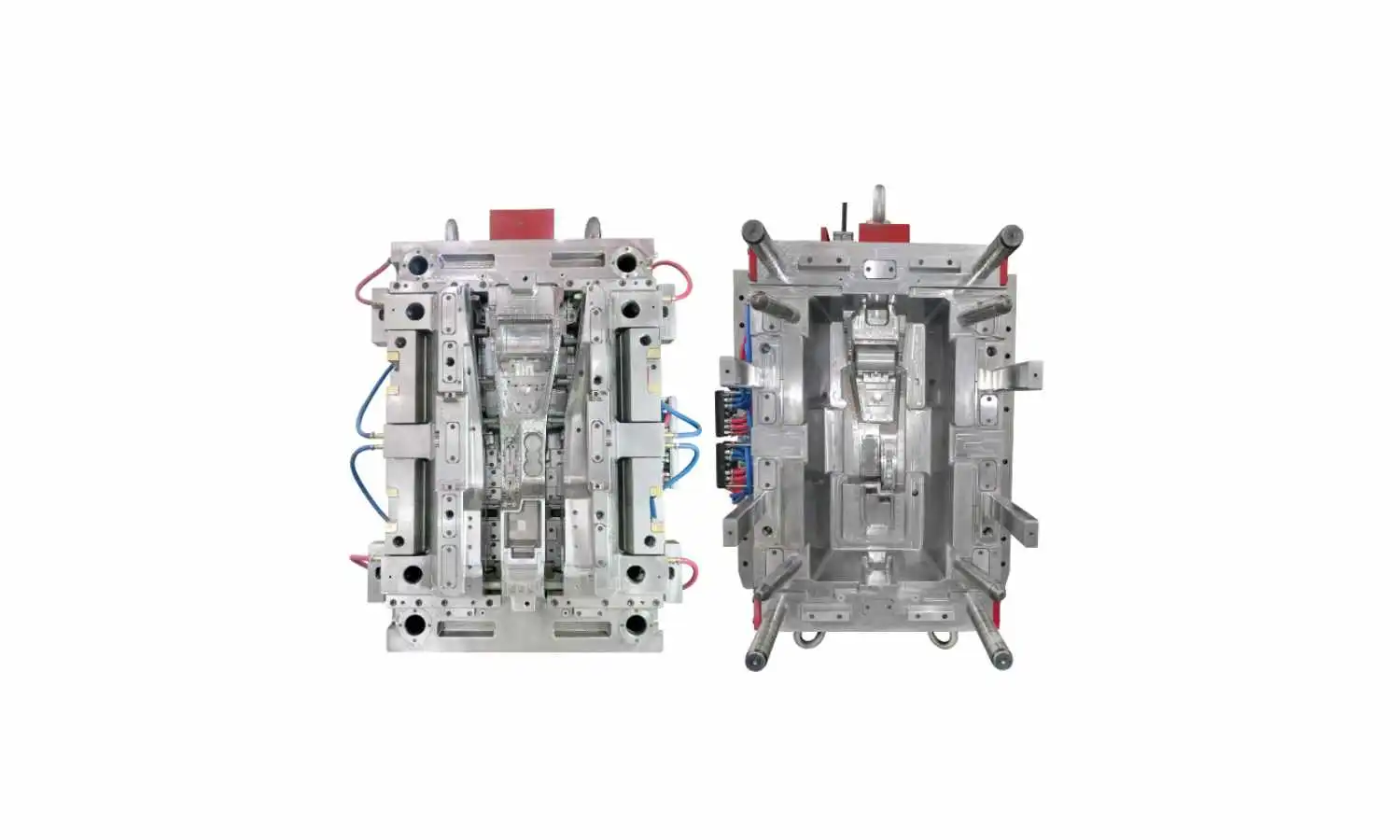
- Baza de turnare:
Baza matriței servește drept cadru al întregii matrițe. Toate componentele sunt proiectate pe baza structurii de bază a matriței.- Cost: De obicei, reprezintă 10%-30% din costul total al matriței.
- Componente:
- Placă superioară (placă de prindere)
- Placa A (Placa de mucegai din față)
- Placa B (Placa de mucegai din spate)
- Placa C (stâlp de susținere)
- Placă inferioară
- Placă ejector
- Placa de fixare a ejectorului
- Pini de ghidare, pini de întoarcere, pini de ejecție, piloni de susținere, pini de oprire etc.
- Furnizori majori de bază de mucegai:
- China: LKM (Long Ji Mold Base), Hongfeng, Zhonghua, Mingli.
- Internațional: FUTABA (Japonia), DME (SUA), HASCO (Germania), STRACK (Europa).
- Sistem de formare a mucegaiului
- Inserții pentru miez și cavități (inserții pentru matrițe):Încorporate în plăcile de bază ale matriței pentru a reduce costurile și a simplifica prelucrarea.
- Cerințe materiale: Duritate ridicată (28-65 HRC), rezistență la coroziune și stabilitate termică.
- Terminologie:
- Mucegai frontal (cavitate/mamă)
- Mucegai din spate (Mucegai de bază/mocegai patern)
- Glisiere și ridicătoare:
- Slideri: Folosit pentru a forma tăieturi inferioare sau caracteristici laterale.
- Ridicatoare unghiulare: Asistență la ejectarea geometriilor complexe.
- Sistem (S.R.G):
- Sprue: Conectează duza mașinii de injecție la matriță.
- Alergător: Canale care distribuie plasticul topit către cavități.
- Poarta: Punctul de intrare al plasticului topit în cavitate.
- Componente standard ale matriței:
- Mărci naționale: LKM (China).
- Mărci internaționale:DME (SUA), HASCO (Germania), STRACK (Germania), EOC (Europa), STAUBLI (Franța), MISUMI (Japonia), NITTO (Japonia).
5. Clasificarea matrițelor din plastic
- În funcție de duritatea materialului:
- (1) Matrițe întărite (întărire completă):
- Oțelurile pentru miez/cavități necesită tratament termic (de exemplu, călire) pentru a obține 44+ HRC.
- Materiale: H11, H13, 420, S7.
- Durată de viață: 500.000+ fotografii.
- (2) Matrițe preîntărite (PREÎNTĂRITE):
- Oțeluri pentru miez/cavități (de exemplu, P20, NAK80, aluminiu) cu <42 HRC.
- Durata de viață: <500,000 fotografii.
- (1) Matrițe întărite (întărire completă):
- Prin proiectare structurală:
- (1) Modele standard:
- Matrițe cu două plăci
- Matrițe cu trei plăci
- (2) Matrițe filetate:
- Ejectarea automată a șurubului (acționată cu motor, acționată hidraulic).
- Matrițe multistrat pentru producția de volum mare.
- Necesită sisteme de canale fierbinți pentru automatizare.
- (3) Forme de stivuire
- Definiție: Matrițele stivuite, cunoscute și sub denumirea de "matrițe sandwich", constau din două sau mai multe straturi de matrițe stivuite împreună.
- Caracteristici:
- Necesită un canal principal lung pentru a distribui materialul topit către o placă centrală a canalului fierbinte.
- Ideal pentru piese plate, cu pereți subțiri și producție de volum mare.
- Trei suprafețe de despărțire trebuie să se deschidă simultan.
- Forța de strângere crește cu doar 5%-10%, dar capacitatea de producție se dublează.
- Provocări:
- Sistemele cu canal rece necesită îndepărtarea manuală a deșeurilor din canal, complicând automatizarea.
- Tehnologia canalelor fierbinți este esențială pentru realizarea unei producții automatizate eficiente.
- (4) Forme de inserție
- Inserție turnare:
- Componentele plasate în prealabil (de exemplu, inserții metalice) sunt încorporate în cavitatea matriței înainte de injectare.
- Rășina topită se unește cu inserția pentru a forma un singur produs integrat.
- Turnare Outsert:
- Un proces specializat în care rășina este suprapusă pe zone localizate ale unui substrat metalic preformat.
- Inserție turnare:
- (1) Modele standard:
- Clasificare în funcție de culoare Cantitate
- Matrițe monocolore:
- Matrițe cu două culori:
- Combină un material de bază dur (de exemplu, ABS, PC) cu un material moale de turnare (de exemplu, TPE, TPU).
- Necesită două matrițe separate:
- Prima mucegai: Produce partea de bază dură.
- A doua matriță: Poziționează piesa tare în cavitatea din spate și supramolează materialul moale.
- Considerații cheie:
- Alinierea precisă a suprafețelor de tăiere.
- Complexitatea structurală (glisiere, ridicătoare, inserții).
- Matrițe multicolore (3+ culori):
- Similar cu matrițele bicolore, dar cu cavități suplimentare și etape de turnare secvențiale.
- Precizie ridicată necesară pentru poziționarea pieselor și alinierea matrițelor.
- Matrițe din silicon
- Matrițe solide din silicon: Pentru piese din cauciuc.
- Matrițe LSR (cauciuc siliconic lichid): Pentru injectarea siliconului lichid de înaltă precizie.