1. Conhecimentos básicos de cotação
(1) Após a receção de amostras ou desenhos do cliente para consulta, efectue uma análise dos desenhos e uma cotação preliminar.
- Considerações sobre a revisão do desenho: Material, dimensões, estrutura, requisitos de tolerância 2D (custos adicionais para peças sobresselentes, ensaios múltiplos e revisões devem ser incluídos no orçamento para peças complexas ou de alta precisão).
- Requisitos do cliente para material de molde e tratamento térmico: Os materiais de qualidade superior aumentam os custos.
- Complexidade estrutural: Estruturas mais complexas (por exemplo, moldes de três placas, mecanismos deslizantes, sistemas de arrefecimento) conduzem a custos mais elevados.
- Recomendações técnicas: Aconselhar os clientes na otimização do design do produto para simplificar a estrutura do molde, reduzir os custos e melhorar a eficiência da produção.
(2) Factores que afectam o preço dos moldes
- Tempo de vida do molde: A seleção de materiais e a conceção estrutural têm um impacto direto nos custos de material e de maquinagem.
- Precisão do produto: Uma maior precisão exige processos de maquinagem e conceção mais rigorosos, aumentando os riscos e os custos.
- Conceção estrutural do molde: Ditada pelos requisitos de duração, precisão e maquinagem, influenciando diretamente os custos de fabrico.
2. Componentes do molde de plástico Cotação
- Informações sobre o produto: Nome, número da peça, tipo de resina, número de cavidades, etc.
- Custos de desenvolvimento do mercado.
- Custos de engenharia:
- Gestão de projectos
- Conceção do molde
- Programação CNC
- Inspeção QC
- Custos de material (varia consoante o grau do molde):
- Base do molde
- Inserções de núcleo/cavidade
- Deslizadores, elevadores
- Eléctrodos (eléctrodos de cobre)
- Componentes comprados:
- Sistema de corrediça
- Sistema de ejeção
- Sistema de arrefecimento
- Sistemas de ação lateral e de abertura de moldes
- Outros componentes
- Custos de maquinagem:
- Torno, fresagem, perfuração, retificação, CNC, EDM, corte por fio, polimento, montagem, tratamento de superfície, etc.
- Outros custos:
- Ensaios + materiais
- Expedição + alfândega + embalagem
- Entrega de amostras
- Taxas de gestão
- Condições de pagamento e calendário de entrega
- Avaliação do ciclo de produção de moldes
3. Classificação dos moldes por grau
Baseado nas normas SPI-SPE:
- Molde Classe 101 (mais de 1.000K disparos, produção de precisão a longo prazo):
- Materiais de elevada dureza (por exemplo, aço DME #2, aço 4140, 48-50 HRC).
- Controlo da temperatura, componentes reforçados e canais de água à prova de ferrugem.
- Molde Classe 102 (disparos ≤1.000K, produção em massa):
- Semelhante à classe 101, mas com caraterísticas opcionais (por exemplo, pinos-guia, placas rígidas).
- Molde da classe 103 (≤500K filmagens, produção média):
- Aço P20 (28-32 HRC) ou equivalente.
- Molde da classe 104 (≤100K disparos, produção de baixo volume):
- Bases de molde em aço macio ou alumínio.
- Molde da classe 105 (≤500 disparos, protótipos/moldes de ensaio):
- Alumínio, resina epoxídica ou materiais de baixo custo.

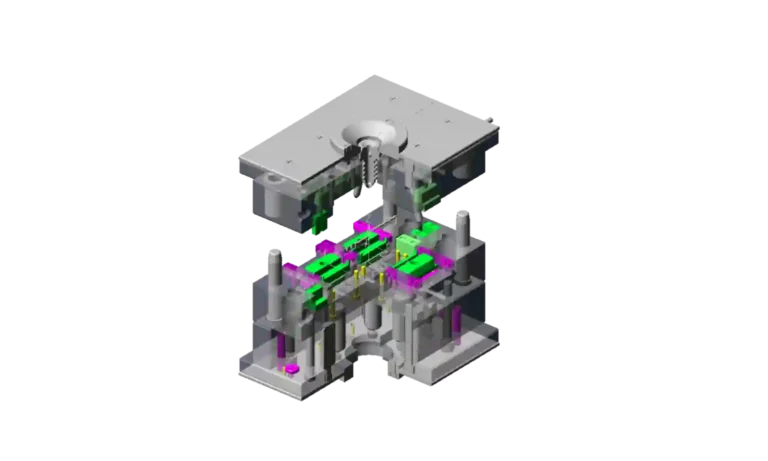
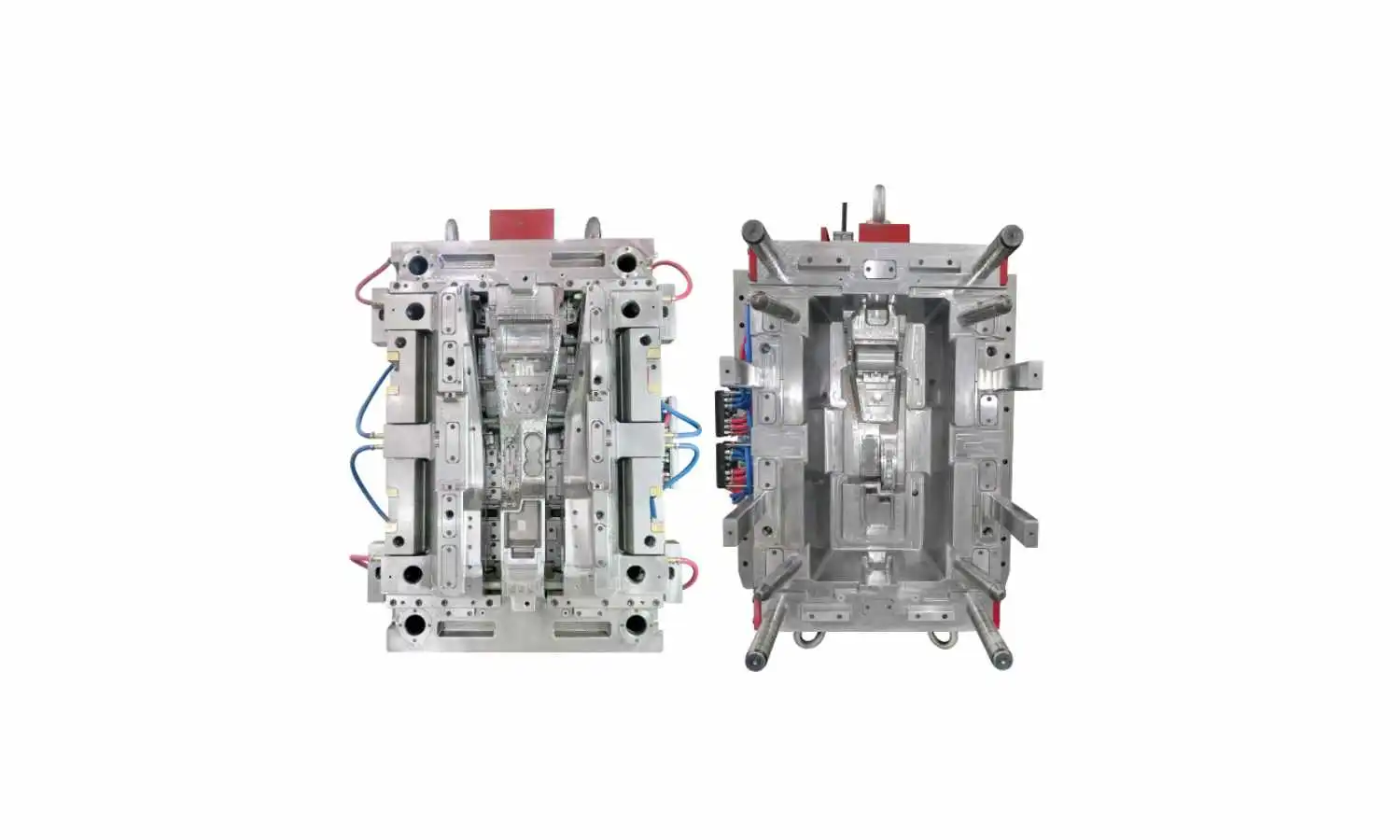
4. Estrutura básica do molde
A estrutura básica de um molde pode ser dividida em sistemas funcionais: Sistema de corredores, Sistema de moldagem, Sistema de controlo da temperatura, Sistema de ventilação, Sistema de ejeção, Sistema de abertura/fecho do molde, Repor o sistema
- Base do molde:
A base do molde serve como estrutura de todo o molde. Todos os componentes são concebidos com base na estrutura da base do molde.- Custo: Normalmente, representa 10%-30% do custo total do molde.
- Componentes:
- Placa superior (placa de fixação)
- Placa A (Placa do molde frontal)
- Placa B (Placa de molde traseira)
- Placa C (pilar de suporte)
- Placa inferior
- Placa ejectora
- Placa de retenção do ejetor
- Pinos-guia, pinos de retorno, pinos ejectores, pilares de apoio, pinos de paragem, etc.
- Principais fornecedores de porta-moldes:
- China: LKM (Long Ji Mold Base), Hongfeng, Zhonghua, Mingli.
- Internacional: FUTABA (Japão), DME (EUA), HASCO (Alemanha), STRACK (Europa).
- Sistema de formação de moldes
- Insertos de núcleo e cavidade (insertos de molde):Incorporado nas placas de base do molde para reduzir os custos e simplificar a maquinagem.
- Requisitos de material: Elevada dureza (28-65 HRC), resistência à corrosão e estabilidade térmica.
- Terminologia:
- Molde frontal (Cavidade/Molde mãe)
- Molde traseiro (núcleo/molde pai)
- Corrediças e elevadores:
- Deslizadores: Utiliza-se para formar rebaixos ou elementos laterais.
- Elevadores de ângulo: Ajudar na ejeção de geometrias complexas.
- Sistema (S.R.G):
- Tubo: Liga o bico da máquina de injeção ao molde.
- Corredor: Canais que distribuem o plástico fundido pelas cavidades.
- Portão: Ponto de entrada do plástico fundido na cavidade.
- Componentes padrão do molde:
- Marcas nacionais: LKM (China).
- Marcas internacionaisDME (EUA), HASCO (Alemanha), STRACK (Alemanha), EOC (Europa), STAUBLI (França), MISUMI (Japão), NITTO (Japão).
5. Classificação dos moldes de plástico
- Por dureza do material:
- (1) Moldes endurecidos (endurecimento total):
- Os aços para núcleos/cavidades requerem tratamento térmico (por exemplo, têmpera) para obter 44+ HRC.
- Materiais: H11, H13, 420, S7.
- Vida útil: mais de 500.000 disparos.
- (2) Moldes pré-endurecidos (PRE-HARDENED):
- Aços de núcleo/cavidade (por exemplo, P20, NAK80, alumínio) com <42 HRC.
- Tempo de vida: <500.000 disparos.
- (1) Moldes endurecidos (endurecimento total):
- Por conceção estrutural:
- (1) Moldes padrão:
- Moldes de duas placas
- Moldes de três placas
- (2) Moldes roscados:
- Ejeção automática do parafuso (motorizada, hidráulica).
- Moldes multicamadas para produção de grandes volumes.
- Necessita de sistemas de canais quentes para automatização.
- (3) Moldes de empilhamento
- Definição: Os moldes em pilha, também conhecidos como "moldes sanduíche", consistem em duas ou mais camadas de molde empilhadas.
- Caraterísticas:
- Requer um longo canal principal para distribuir o material fundido para uma placa central do canal quente.
- Ideal para peças planas, de paredes finas e produção de grandes volumes.
- Três superfícies de separação devem abrir simultaneamente.
- A força de aperto aumenta apenas em 5%-10%mas a capacidade de produção duplica.
- Desafios:
- Os sistemas de canais frios requerem a remoção manual dos resíduos do canal, o que complica a automatização.
- A tecnologia de canais quentes é fundamental para alcançar uma produção automatizada eficiente.
- (4) Moldes de inserção
- Moldagem por inserção:
- Os componentes pré-colocados (por exemplo, inserções de metal) são incorporados na cavidade do molde antes da injeção.
- A resina fundida une-se ao inserto para formar um único produto integrado.
- Moldagem por inserção:
- Um processo especializado em que a resina é sobremoldada em áreas localizadas de um substrato metálico pré-formado.
- Moldagem por inserção:
- (1) Moldes padrão:
- Classificação por cor Quantidade
- Moldes de uma só cor:
- Moldes de duas cores:
- Combina um material de base duro (por exemplo, ABS, PC) com um material de sobremoldagem macio (por exemplo, TPE, TPU).
- Necessita de dois moldes separados:
- Primeiro molde: Produz a peça de base dura.
- Segundo molde: Posiciona a peça dura na cavidade traseira e sobremolda o material macio.
- Considerações fundamentais:
- Alinhamento preciso das superfícies de corte.
- Complexidade estrutural (cursores, elevadores, inserções).
- Moldes multicoloridos (3+ cores):
- Semelhante aos moldes de duas cores, mas com cavidades adicionais e etapas de moldagem sequenciais.
- Alta precisão necessária para o posicionamento de peças e alinhamento de moldes.
- Moldes de silicone
- Moldes de silicone sólidos: Para peças de borracha.
- Moldes LSR (borracha de silicone líquida): Para injeção de silicone líquido de alta precisão.