1. 견적에 대한 기본 지식
(1) 고객 샘플 또는 문의용 도면이 접수되면 도면 검토 및 예비 견적을 수행합니다.
- 도면 검토 고려 사항: 재료, 치수, 구조, 2D 공차 요구 사항(복잡하거나 고정밀 부품의 경우 예비 부품, 여러 번의 시험 실행 및 수정에 대한 추가 비용이 견적에 포함되어야 함).
- 금형 재료 및 열처리에 대한 고객 요구 사항: 고급 재료는 비용이 증가합니다.
- 구조적 복잡성: 구조가 복잡할수록(예: 3판 금형, 슬라이더 메커니즘, 냉각 시스템) 비용이 높아집니다.
- 기술 권장 사항: 금형 구조를 단순화하고 비용을 절감하며 생산 효율성을 개선하기 위해 제품 설계 최적화에 대해 고객에게 조언합니다.
(2) 금형 가격에 영향을 미치는 요인
- 금형 수명: 재료 선택과 구조 설계는 재료 및 가공 비용에 직접적인 영향을 미칩니다.
- 제품 정밀도: 정밀도가 높을수록 더 엄격한 가공 공정과 설계가 필요하므로 위험과 비용이 증가합니다.
- 금형 구조 설계: 수명, 정밀도 및 가공 요구 사항에 따라 결정되며 제조 비용에 직접적인 영향을 미칩니다.
2. 플라스틱 금형 견적의 구성 요소
- 제품 정보: 이름, 부품 번호, 레진 유형, 캐비티 수 등
- 시장 개발 비용.
- 엔지니어링 비용:
- 프로젝트 관리
- 금형 설계
- CNC 프로그래밍
- 품질 검사
- 재료비 (금형 등급에 따라 다름):
- 몰드 베이스
- 코어/캐비티 인서트
- 슬라이더, 리프터
- 전극(구리 전극)
- 구매한 구성 요소:
- 러너 시스템
- 배출 시스템
- 냉각 시스템
- 사이드 액션 및 몰드 오프닝 시스템
- 기타 구성 요소
- 가공 비용:
- 선반, 밀링, 드릴링, 연삭, CNC, EDM, 와이어 절단, 연마, 조립, 표면 처리 등
- 기타 비용:
- 평가판 + 자료
- 배송 + 세관 + 포장
- 샘플 제공
- 관리 수수료
- 결제 조건 및 배송 일정
- 금형 생산 주기 평가
3. 등급별 금형 분류
SPI-SPE 표준을 기반으로 합니다:
- 클래스 101 몰드 (1,000K 이상 촬영, 장기 정밀 제작):
- 고경도 재료(예: DME #2 강철, 4140 강철, 48-50 HRC).
- 온도 제어, 강화된 부품, 녹슬지 않는 수로.
- 클래스 102 금형 (≤1,000K 촬영, 대량 생산):
- 클래스 101과 유사하지만 옵션 기능(예: 가이드 핀, 하드 플레이트)이 있습니다.
- 클래스 103 몰드 (500만 샷 이하, 미디엄 프로덕션):
- P20 강철(28-32 HRC) 또는 이에 상응하는 강철.
- 클래스 104 몰드 (≤100만 샷, 소량 생산):
- 부드러운 강철 또는 알루미늄 몰드 베이스.
- 클래스 105 몰드 (≤500샷, 프로토타입/테스트 몰드):
- 알루미늄, 에폭시 수지 또는 저가의 재료.

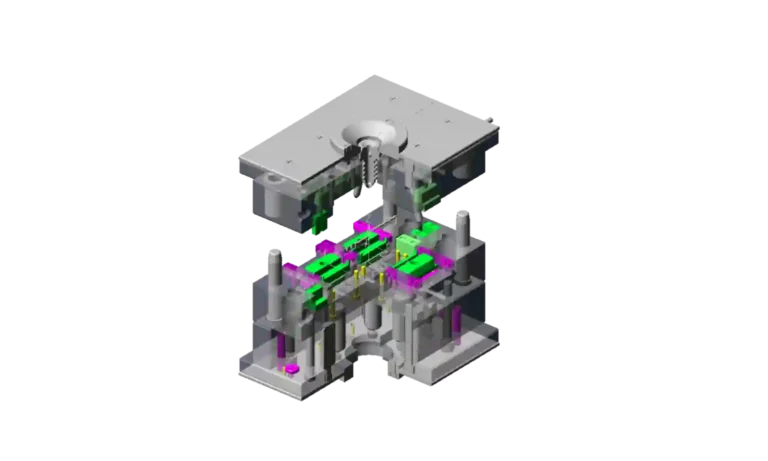
4. 기본 금형 구조
금형의 기본 구조는 기능 시스템으로 나눌 수 있습니다: 러너 시스템, 포밍 시스템, 온도 제어 시스템, 환기 시스템, 배출 시스템, 금형 개폐 시스템, 시스템 재설정
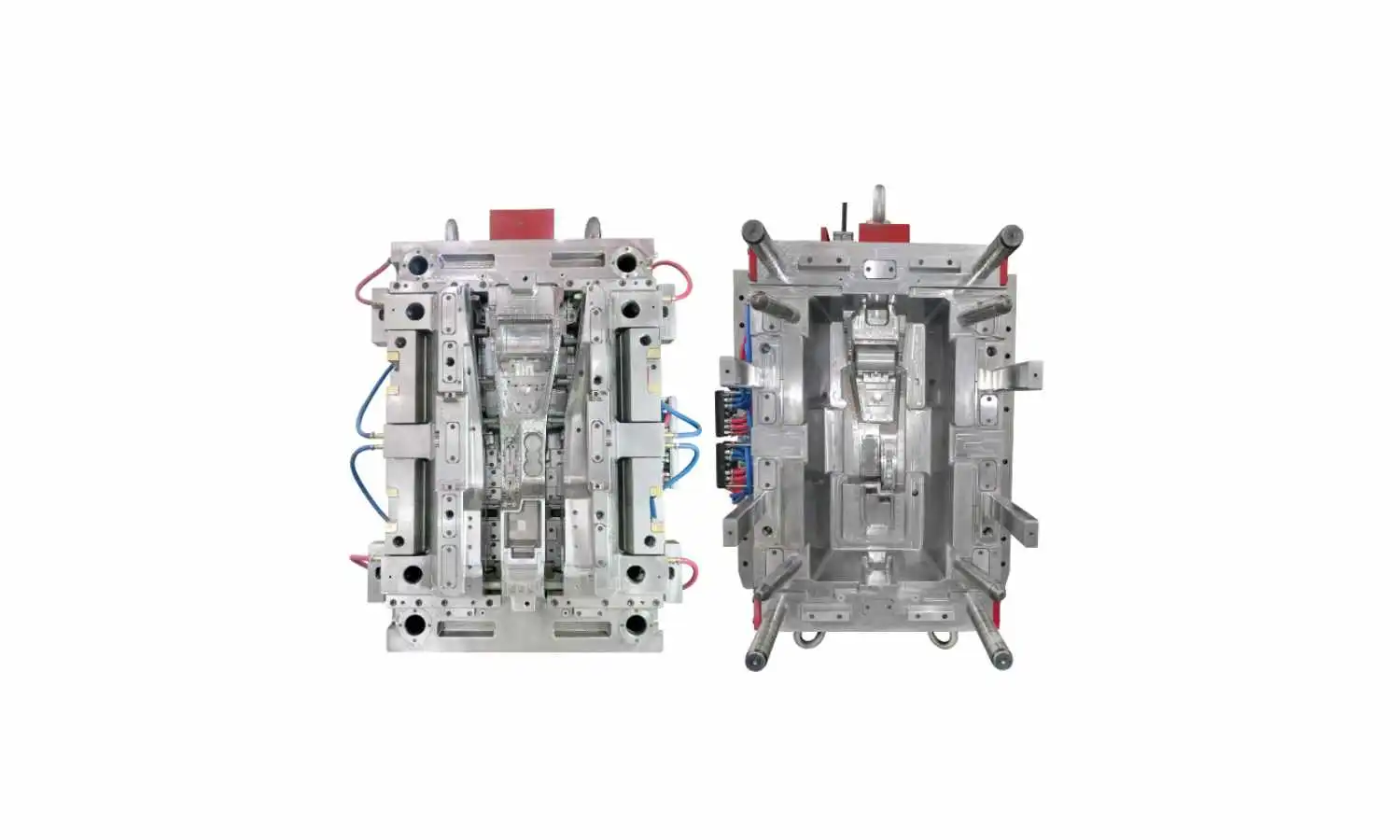
- 몰드 베이스:
몰드 베이스는 전체 몰드의 골격 역할을 합니다. 모든 구성 요소는 몰드 베이스 구조를 기반으로 설계됩니다.- 비용: 일반적으로 다음을 차지합니다. 10%-30% 총 금형 비용의
- 구성 요소:
- 상판(클램핑 플레이트)
- A 플레이트(전면 몰드 플레이트)
- B 플레이트(후면 몰드 플레이트)
- C 플레이트(지지 기둥)
- 하단 플레이트
- 이젝터 플레이트
- 이젝터 고정판
- 가이드 핀, 리턴 핀, 이젝터 핀, 지지 기둥, 정지 핀 등
- 주요 몰드 베이스 공급업체:
- 중국: LKM(롱지 몰드 베이스), 홍펑, 중화, 밍리.
- 국제: 후타바(일본), DME(미국), 하스코(독일), 스트랙(유럽).
- 금형 성형 시스템
- 코어 및 캐비티 인서트(몰드 인서트)몰드 베이스 플레이트에 내장되어 비용을 절감하고 가공을 간소화합니다.
- 재료 요구 사항: 높은 경도(28-65 HRC), 내식성 및 열 안정성.
- 용어:
- 전면 몰드(캐비티/마더 몰드)
- 후면 몰드(코어/파더 몰드)
- 슬라이더 및 리프터:
- 슬라이더: 언더컷이나 사이드 피처를 형성하는 데 사용됩니다.
- 앵글 리프터: 복잡한 지오메트리를 추출하는 데 도움을 줍니다.
- 시스템(S.R.G):
- Sprue: 사출기 노즐을 금형에 연결합니다.
- 러너: 용융된 플라스틱을 충치에 분배하는 채널.
- 게이트: 용융된 플라스틱이 캐비티로 들어가는 입구입니다.
- 금형 표준 구성 요소:
- 국내 브랜드: LKM (중국).
- 해외 브랜드DME(미국), 하스코(독일), 스트랙(독일), EOC(유럽), 스타우블리(프랑스), 미스미(일본), 니토(일본).
5. 플라스틱 금형의 분류
- 재료 경도별:
- (1) 경화 금형(완전히 경화됨):
- 코어/공동강은 다음을 달성하기 위해 열처리(예: 담금질)가 필요합니다. 44+ HRC.
- 재료: H11, H13, 420, S7.
- 수명: 500,000회 이상 촬영 가능.
- (2) 사전 경화 금형(사전 경화):
- 코어/캐비티 강재(예: P20, NAK80, 알루미늄) <42 HRC.
- 수명: <500,000회 촬영.
- (1) 경화 금형(완전히 경화됨):
- 구조 설계별:
- (1) 표준 금형:
- 투 플레이트 몰드
- 3판 몰드
- (2) 나사산 금형:
- 자동 스크류 배출(모터 구동, 유압 구동).
- 대량 생산을 위한 다층 몰드.
- 자동화를 위해 핫 러너 시스템이 필요합니다.
- (3) 스택 몰드
- 정의: "샌드위치 몰드"라고도 하는 스택 몰드는 두 개 이상의 몰드 레이어를 함께 쌓아 올린 형태로 구성됩니다.
- 특징:
- 용융된 재료를 중앙 핫 러너 플레이트에 분배하려면 긴 메인 러너가 필요합니다.
- 평평하고 벽이 얇은 부품 및 대량 생산에 이상적입니다.
- 세 개의 분할 표면이 동시에 열려야 합니다.
- 체결력은 다음과 같이 증가합니다. 5%-10%하지만 생산 능력은 두 배로 증가합니다.
- 도전 과제:
- 콜드 러너 시스템은 러너 폐기물을 수동으로 제거해야 하므로 자동화가 복잡합니다.
- 핫 러너 기술은 효율적인 자동화 생산을 달성하는 데 매우 중요합니다.
- (4) 몰드 삽입
- 인서트 몰딩:
- 사출 전에 미리 배치된 구성 요소(예: 금속 인서트)를 금형 캐비티에 삽입합니다.
- 용융된 수지가 인서트와 결합하여 하나의 통합 제품을 형성합니다.
- 아웃서트 몰딩:
- 미리 성형된 금속 기판의 국부적인 영역에 수지를 오버몰딩하는 특수 공정입니다.
- 인서트 몰딩:
- (1) 표준 금형:
- 색상 수량별 분류
- 단색 금형:
- 2색 금형:
- 단단한 기본 소재(예: ABS, PC)와 부드러운 오버몰드 소재(예: TPE, TPU)를 결합합니다.
- 두 개의 별도 몰드가 필요합니다:
- 첫 번째 몰드: 하드 베이스 부분을 생성합니다.
- 두 번째 곰팡이: 단단한 부분을 후면 캐비티에 배치하고 부드러운 소재를 오버몰딩합니다.
- 주요 고려 사항:
- 분할 표면을 정확하게 정렬합니다.
- 구조적 복잡성(슬라이더, 리프터, 인서트).
- 멀티 컬러 몰드(3색 이상):
- 2색 금형과 유사하지만 추가 캐비티와 순차적 성형 단계가 있습니다.
- 부품 위치 지정 및 금형 정렬에 필요한 높은 정밀도.
- 실리콘 몰드
- 솔리드 실리콘 몰드: 고무 부품용.
- LSR 몰드(액상 실리콘 고무): 고정밀 액체 실리콘 주입용.