1. Conoscenza di base della quotazione
(1) Dopo aver ricevuto i campioni o i disegni del cliente per la richiesta di informazioni, effettua la revisione dei disegni e la quotazione preliminare.
- Considerazioni sulla revisione dei disegni: Materiale, dimensioni, struttura, requisiti di tolleranza 2D (i costi aggiuntivi per i pezzi di ricambio, le prove multiple e le revisioni devono essere inclusi nel preventivo per i pezzi complessi o di alta precisione).
- Requisiti del cliente per il materiale dello stampo e il trattamento termico: I materiali di qualità superiore aumentano i costi.
- Complessità strutturale: Strutture più complesse (ad esempio, stampi a tre piastre, meccanismi di scorrimento, sistemi di raffreddamento) comportano costi più elevati.
- Raccomandazioni tecniche: Consigliare i clienti sull'ottimizzazione del design del prodotto per semplificare la struttura dello stampo, ridurre i costi e migliorare l'efficienza produttiva.
(2) Fattori che influenzano il prezzo dello stampo
- Durata di vita della muffa: La selezione del materiale e la progettazione strutturale hanno un impatto diretto sui costi del materiale e della lavorazione.
- Precisione del prodotto: La maggiore precisione richiede processi di lavorazione e progettazione più rigorosi, aumentando i rischi e i costi.
- Progettazione strutturale dello stampo: Dettato dalla durata, dalla precisione e dai requisiti di lavorazione, che influenzano direttamente i costi di produzione.
2. Componenti della quotazione degli stampi in plastica
- Informazioni sul prodotto: Nome, numero di parte, tipo di resina, numero di cavità, ecc.
- Costi di sviluppo del mercato.
- Costi di ingegneria:
- Gestione del progetto
- Design dello stampo
- Programmazione CNC
- Ispezione QC
- Costi dei materiali (varia a seconda del grado di stampo):
- Base dello stampo
- Inserti per nucleo/cavità
- Cursori, sollevatori
- Elettrodi (elettrodi di rame)
- Componenti acquistati:
- Sistema Runner
- Sistema di espulsione
- Sistema di raffreddamento
- Sistemi ad azione laterale e ad apertura di muffa
- Altri componenti
- Costi di lavorazione:
- Tornio, fresatura, foratura, rettifica, CNC, elettroerosione, taglio a filo, lucidatura, assemblaggio, trattamento superficiale, ecc.
- Altri costi:
- Prove + materiali
- Spedizione + dogana + imballaggio
- Consegna del campione
- Commissioni di gestione
- Termini di pagamento e programma di consegna
- Valutazione del ciclo di produzione degli stampi
3. Classificazione delle muffe per grado
Basato sugli standard SPI-SPE:
- Classe 101 Stampo (1.000K+ scatti, produzione di precisione a lungo termine):
- Materiali ad alta durezza (ad esempio, acciaio DME #2, acciaio 4140, 48-50 HRC).
- Controllo della temperatura, componenti temprati e canali dell'acqua antiruggine.
- Stampo di Classe 102 (scatti ≤1.000K, produzione di massa):
- Simile alla Classe 101, ma con caratteristiche opzionali (ad esempio, perni di guida, piastre rigide).
- Stampo di Classe 103 (≤500K scatti, produzione media):
- Acciaio P20 (28-32 HRC) o equivalente.
- Stampo di Classe 104 (≤100K scatti, produzione a basso volume):
- Basi per stampi in acciaio morbido o in alluminio.
- Stampo di Classe 105 (≤500 scatti, stampi prototipo/test):
- Alluminio, resina epossidica o materiali a basso costo.

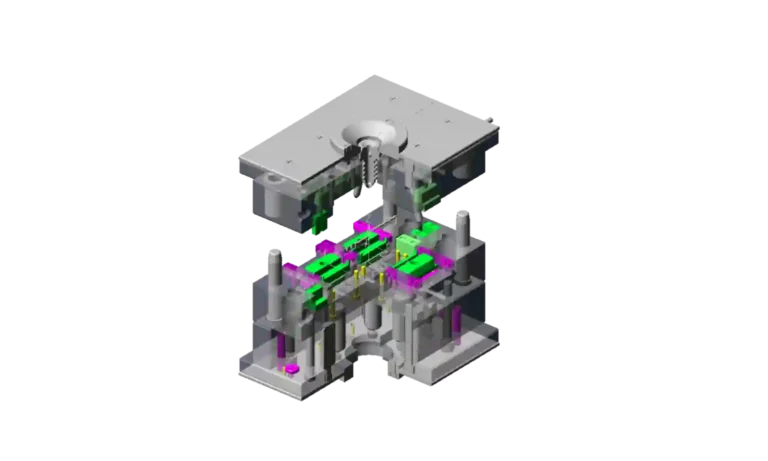
4. Struttura di base dello stampo
La struttura di base di uno stampo può essere suddivisa in sistemi funzionali: Sistema Runner, Sistema di formatura, Sistema di controllo della temperatura, Sistema di ventilazione, Sistema di espulsione, Sistema di apertura/chiusura dello stampo, Azzeramento del sistema
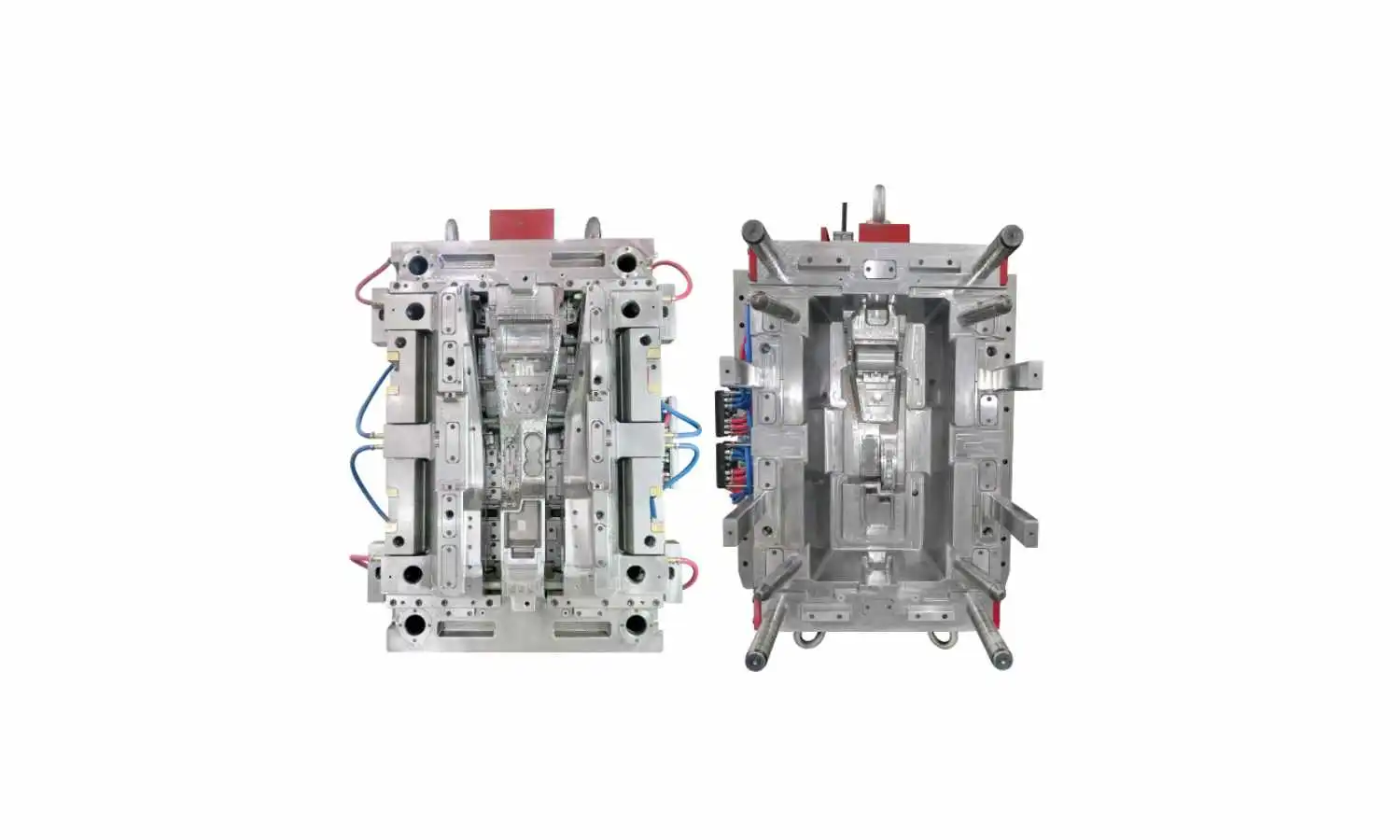
- Base dello stampo:
La base dello stampo funge da struttura dell'intero stampo. Tutti i componenti sono progettati in base alla struttura della base dello stampo.- Costo: In genere, il costo è pari a 10%-30% del costo totale dello stampo.
- Componenti:
- Piastra superiore (piastra di serraggio)
- Piastra A (piastra anteriore dello stampo)
- Piastra B (piastra posteriore dello stampo)
- Piastra C (pilastro di supporto)
- Piastra inferiore
- Piastra di espulsione
- Piastra di ritegno dell'espulsore
- Perni di guida, perni di ritorno, perni di espulsione, colonne di sostegno, perni di arresto, ecc.
- I principali fornitori di basi per molle:
- Cina: LKM (Long Ji Mold Base), Hongfeng, Zhonghua, Mingli.
- Internazionale: FUTABA (Giappone), DME (USA), HASCO (Germania), STRACK (Europa).
- Sistema di formatura stampi
- Inserti per anime e cavità (inserti per stampi):Incorporato nelle piastre di base dello stampo per ridurre i costi e semplificare la lavorazione.
- Requisiti del materiale: Alta durezza (28-65 HRC), resistenza alla corrosione e stabilità termica.
- Terminologia:
- Stampo anteriore (cavità/stampo madre)
- Stampo posteriore (nucleo/stampo padre)
- Cursori e sollevatori:
- Cursori: Utilizzato per formare sottosquadri o caratteristiche laterali.
- Sollevatori angolari: Assistere nell'espulsione di geometrie complesse.
- Sistema (S.R.G):
- Materozza: Collega l'ugello della macchina a iniezione allo stampo.
- Corridore: Canali che distribuiscono la plastica fusa alle cavità.
- Cancello: Punto di ingresso della plastica fusa nella cavità.
- Componenti standard dello stampo:
- Marchi nazionali: LKM (Cina).
- Marchi internazionaliDME (USA), HASCO (Germania), STRACK (Germania), EOC (Europa), STAUBLI (Francia), MISUMI (Giappone), NITTO (Giappone).
5. Classificazione degli stampi di plastica
- Per durezza del materiale:
- (1) Stampi temprati (tempra completa):
- Gli acciai per anime/cavità necessitano di un trattamento termico (ad esempio, la tempra) per ottenere 44+ HRC.
- Materiali: H11, H13, 420, S7.
- Durata di vita: 500.000+ scatti.
- (2) Stampi pre-induriti (PRE-induriti):
- Acciai per anime/cavità (ad esempio, P20, NAK80, alluminio) con <42 HRC.
- Durata di vita: <500.000 colpi.
- (1) Stampi temprati (tempra completa):
- Con la progettazione strutturale:
- (1) Stampi standard:
- Stampi a due piastre
- Stampi a tre piastre
- (2) Stampi filettati:
- Espulsione automatica della vite (motorizzata, idraulica).
- Stampi multistrato per la produzione di grandi volumi.
- Richiede sistemi a canale caldo per l'automazione.
- (3) Stampi per impilare
- Definizione: Gli stampi a pila, noti anche come "stampi a sandwich", sono costituiti da due o più strati di stampo impilati insieme.
- Caratteristiche:
- Richiede un lungo canale principale per distribuire il materiale fuso a una piastra centrale del canale caldo.
- Ideale per i pezzi piatti, a parete sottile e per la produzione di grandi volumi.
- Tre superfici di separazione devono aprirsi contemporaneamente.
- La forza di serraggio aumenta solo di 5%-10%ma la capacità produttiva raddoppia.
- Sfide:
- I sistemi a canale freddo richiedono la rimozione manuale degli scarti del canale, complicando l'automazione.
- La tecnologia dei canali caldi è fondamentale per ottenere una produzione automatizzata efficiente.
- (4) Stampi per inserti
- Stampaggio di inserti:
- I componenti pre-posizionati (ad esempio, gli inserti metallici) vengono inseriti nella cavità dello stampo prima dell'iniezione.
- La resina fusa si lega all'inserto per formare un unico prodotto integrato.
- Stampaggio Outsert:
- Un processo specializzato in cui la resina viene sovrastampata su aree localizzate di un substrato metallico preformato.
- Stampaggio di inserti:
- (1) Stampi standard:
- Classificazione per colore Quantità
- Stampi monocolore:
- Stampi a due colori:
- Combina un materiale di base duro (ad esempio, ABS, PC) con un materiale di sovrastampaggio morbido (ad esempio, TPE, TPU).
- Richiede due stampi separati:
- Prima muffa: Produce la parte di base dura.
- Secondo stampo: Posiziona la parte dura nella cavità posteriore e sovrastampa il materiale morbido.
- Considerazioni chiave:
- Allineamento preciso delle superfici di separazione.
- Complessità strutturale (cursori, sollevatori, inserti).
- Stampi multicolore (3+ colori):
- Simile agli stampi a due colori, ma con cavità aggiuntive e fasi di stampaggio sequenziali.
- Alta precisione richiesta per il posizionamento dei pezzi e l'allineamento degli stampi.
- Stampi in silicone
- Stampi in silicone solido: Per le parti in gomma.
- Stampi LSR (gomma siliconica liquida): Per l'iniezione di silicone liquido di alta precisione.