Les 5 Défauts du Moulage par Injection et Comment les Prévenir
Tout mouleur par injection rencontre des défauts. Ce qui distingue un bon fournisseur d’un fournisseur moyen n’est pas l’absence de défauts — c’est la rapidité et la précision avec lesquelles il les diagnostique et les corrige. Ce guide couvre les cinq défauts les plus courants, leurs causes racines et comment les prévenir.
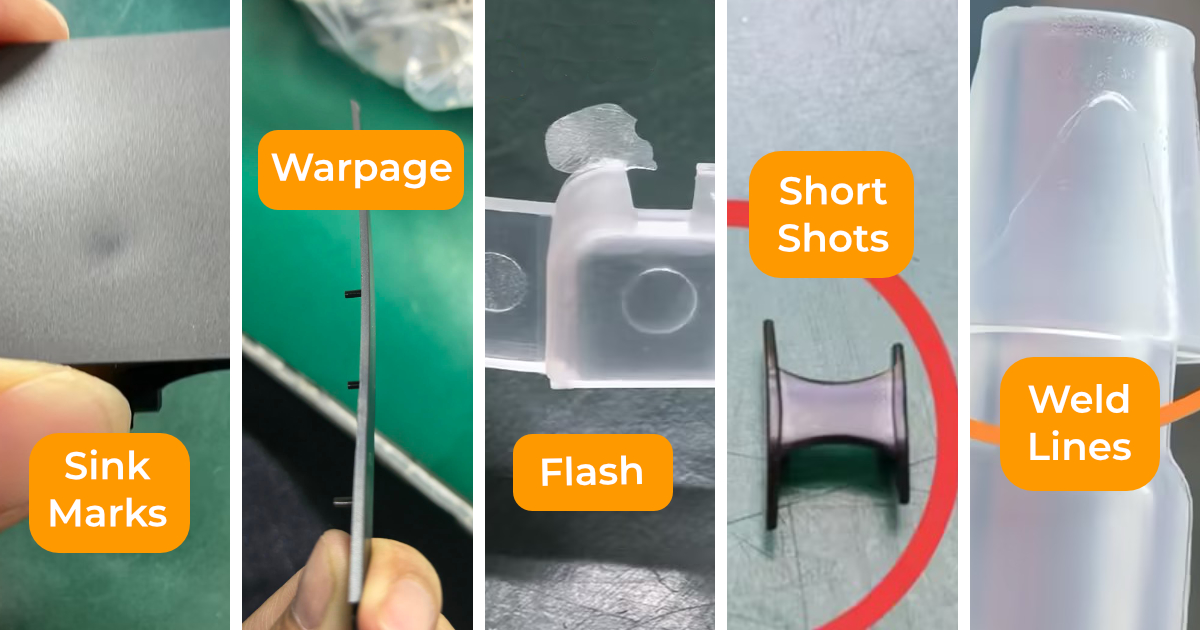
1. Retassures (Sink Marks)
Ce que vous voyez : Dépressions localisées sur la surface de la pièce, généralement au-dessus de sections épaisses, de bossages ou de nervures.
Cause : Le matériau au centre d’une section épaisse refroidit plus lentement que la peau. En se rétractant, il tire la surface vers l’intérieur. Une pression de compactage insuffisante ne compense pas cette contraction.
Corrections process : Augmenter la pression et le temps de compactage, réduire la température de la matière fondue, augmenter le temps de refroidissement.
Solutions conception : Réduire l’épaisseur de paroi nominale, évider les sections épaisses, dimensionner les nervures à ≤60% de l’épaisseur de paroi, dimensionner les bossages à ≤60% de l’épaisseur de paroi.
2. Déformation (Warpage)
Ce que vous voyez : La pièce se tord, se courbe ou s’incurve hors de la forme prévue après l’éjection.
Cause : Refroidissement non uniforme. Différentes zones de la pièce refroidissent à des vitesses différentes, créant des contraintes internes qui déforment la pièce.
Corrections process : Réduire la température du moule, augmenter le temps de refroidissement, assurer un refroidissement uniforme (conception de canaux de refroidissement conforme).
Solutions conception : Épaisseur de paroi uniforme, transitions graduelles, évitement des grandes surfaces planes, symétrie de la position du point d’injection.
3. Bavures (Flash)
Ce que vous voyez : Excès de matière fine au plan de joint, autour des éjecteurs ou le long des tiroirs.
Cause : La matière fondue s’échappe de la cavité du moule. Force de fermeture insuffisante, moule usé, ou pression d’injection excessive.
Corrections process : Réduire la pression d’injection, vérifier la force de fermeture, s’assurer que la température de la matière fondue n’est pas excessive.
Solutions outillage : Réparer ou remplacer les surfaces de moule usées, re-planéifier le plan de joint, vérifier le parallélisme des plateaux de presse.
4. Remplissage Incomplet (Short Shots)
Ce que vous voyez : La pièce n’est pas complètement formée — il manque des sections, généralement en bordure ou dans les nervures fines.
Cause : La matière fondue se fige avant de remplir complètement la cavité. Pression d’injection insuffisante, température de la matière fondue trop basse, évacuation d’air insuffisante.
Corrections process : Augmenter la pression d’injection, augmenter la température de la matière fondue, augmenter la vitesse d’injection, vérifier l’évacuation d’air.
Solutions conception : Augmenter l’épaisseur de paroi, ajouter des évents, repositionner le point d’injection.
5. Lignes de Soudure (Weld Lines)
Ce que vous voyez : Une ligne visible ou une décoloration là où deux fronts de matière fondue se rencontrent.
Cause : La matière circule autour d’un obstacle (trou, bossage) et se rejoint de l’autre côté. Le front de rencontre est plus froid et peut ne pas fusionner complètement.
Corrections process : Augmenter la température de la matière fondue, augmenter la pression d’injection, augmenter la température du moule.
Solutions conception : Repositionner le point d’injection, repositionner les trous et les bossages, ajouter un léger congé au point de rencontre.
Résumé
| Défaut | Cause Principale | Solution Principale |
|---|---|---|
| Retassures | Sections épaisses | Évider / réduire l’épaisseur |
| Déformation | Refroidissement non uniforme | Paroi uniforme + refroidissement équilibré |
| Bavures | Pression/fermeture insuffisante | Réduire pression / réparer moule |
| Remplissage incomplet | Pression/température basse | Augmenter pression / température |
| Lignes de soudure | Fronts froids se rencontrant | Augmenter température / repositionner point |