Descripción del Proyecto
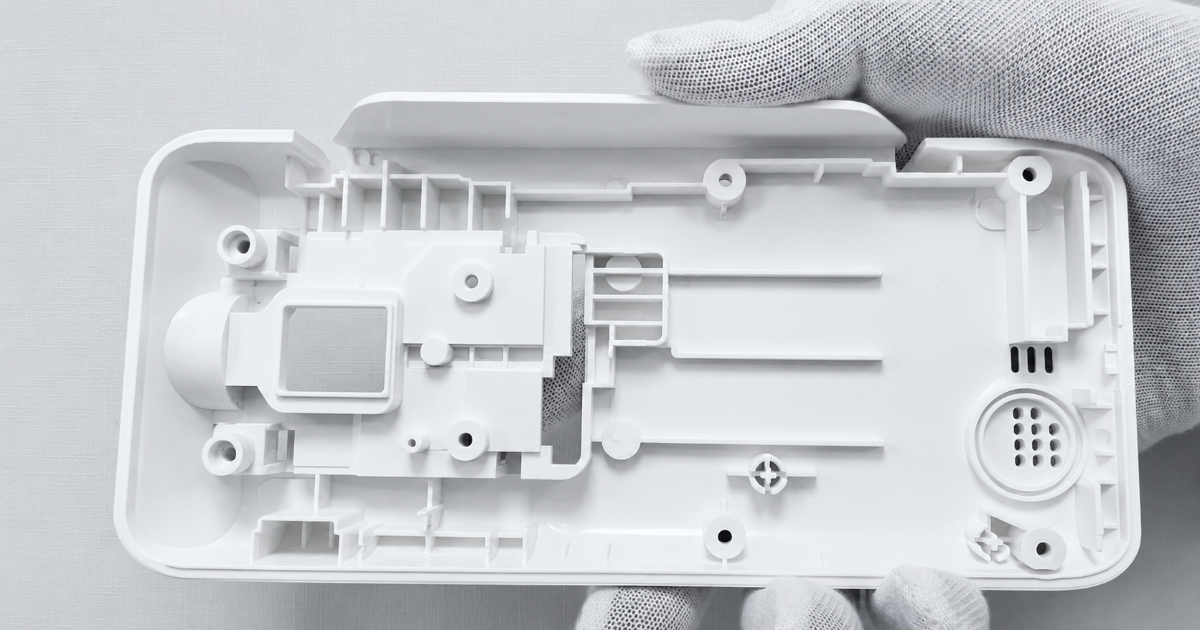
Un fabricante de dispositivos de pago que desarrollaba un TPV compacto para comercios pequeños necesitaba un molde de producción para la carcasa inferior — una base estructural de 80 × 170 × 27 mm que sirve como plataforma de montaje para todos los subsistemas internos. Con 59,5 gramos, la carcasa fija la placa PCB principal, el cabezal de impresión térmica, el compartimento de batería, el módulo sensor y la placa de interfaz de comunicación.
La carcasa integra tres tipos de aperturas funcionales: rejilla de altavoz para confirmación de transacciones, ventanas de sensor para detección de papel y tapa abierta, y ranuras de ventilación para el cabezal de impresión térmica que opera a 60–80°C.
Especificaciones de la Pieza
| Parámetro | Especificación |
|---|---|
| Producto | Carcasa inferior de mini TPV |
| Dimensiones | 80,0 × 170,0 × 27,0 mm |
| Peso | 59,5 g |
| Material | PC/ABS (grado de ingeniería, UL94 V-2) |
| Espesor de pared | 2,0 mm ±0,1 mm |
| Ángulo de desmoldeo | 2–3° |
| Contracción | 0,5–0,7 % |
| Número total de orificios | 8–10 (soportes roscados, puertos de sensor) |
| Especificación de tornillos | Roscas M3 |
| Características funcionales | Rejilla de altavoz, ventanas de sensor, ventilación |
| Acabado superficial | Pintado en spray, sustrato Ra 1,6–3,2 μm per normas de acabado superficial |
Enfoque de Ingeniería
Selección de Material — PC/ABS para Aplicación de Chasis
- Resistencia al impacto. PC/ABS ofrece resistencia al impacto Izod de 35–55 kJ/m² — 2–3× la del ABS estándar.
- Resistencia térmica. HDT de 100–110°C, margen de 30–40°C sobre la temperatura del cabezal de impresión.
- Retardancia a la llama. UL94 V-2 alcanzable con grados estándar de PC/ABS.
Diseño de Molde para Integración Multifuncional
- Soportes roscados: Soportes M3 con diámetro base de 6,0 mm y espesor de pared de 1,2 mm (0,6× pared nominal)
- Rejilla de altavoz: Pernos de núcleo H13 endurecido, Ø1,2 mm, conicidad 0,5°, soporte en ambos extremos
- Ranuras de ventilación: Aperturas rectangulares (12 × 3 mm), alineadas con la dirección del flujo de fusión
Proceso de Moldeo por Inyección
| Parámetro | Valor |
|---|---|
| Material | PC/ABS, grado de ingeniería |
| Temperatura del molde | 50–60°C |
| Velocidad de inyección | Media |
| Presión de inyección | 80–110 MPa |
| Tiempo de mantenimiento | 15–20 s |
| Tiempo de enfriamiento | 30–40 s |
| Tiempo total de ciclo | 50–65 s |
Resultados
| Métrica | Objetivo | Alcanzado |
|---|---|---|
| Tolerancia dimensional | ±0,3 mm | Cpk = 1,42 |
| Precisión de soportes | ±0,2 mm | Cpk = 1,35 |
| Uniformidad de pared | 2,0 mm ±0,1 mm | 2,0 mm ±0,06 mm |
| Adhesión de pintura | ≥Grado 3 | Grado 4 |
| Prueba de caída (1,0 m) | Sin grietas | ✅ Aprobado |
| Exposición térmica (70°C × 72 h) | Δ <0,1 mm | ✅ Aprobado |
| Coste por pieza | ≤¥8,50 | ¥7,80 |
Este caso demuestra la capacidad de JBRplas para componentes TPV estructurales multifuncionales.


