Die 5 häufigsten Spritzgussfehler und wie man sie verhindert
Spritzgussfehler sind keine Zufälle. Jeder Fehler hat eine spezifische Ursache — und eine spezifische Lösung. Die fünf häufigsten Fehler, ihre Ursachen und wie sie zu verhindern sind.
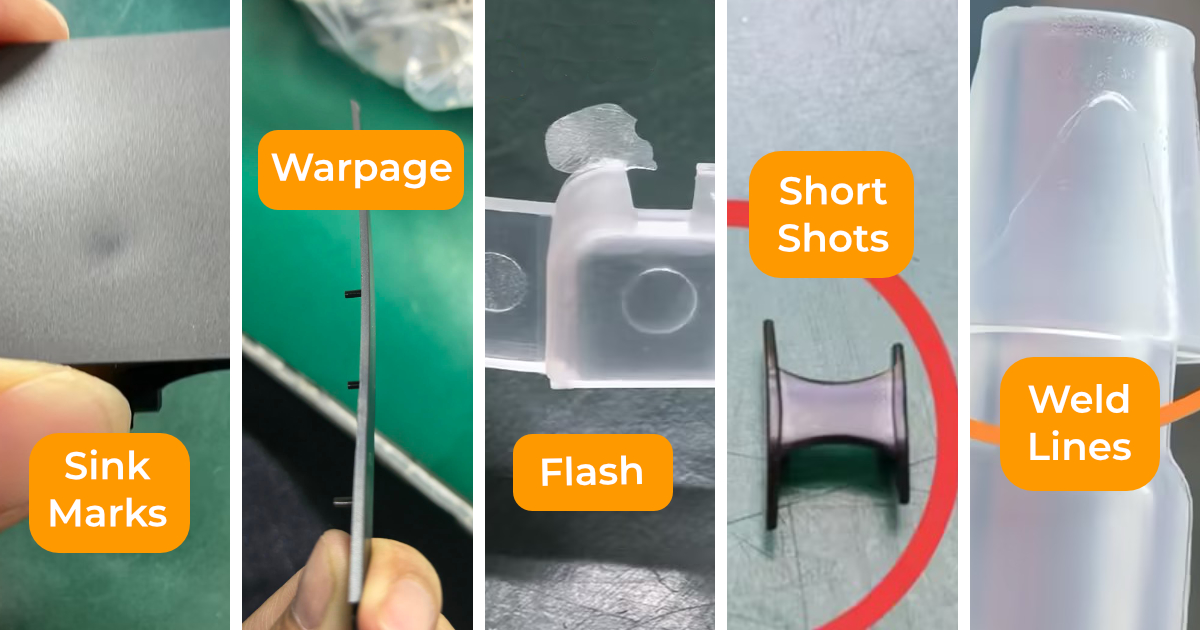
1. Einfallstellen
Aussehen: Oberflächeneinfallungen, typischerweise über dickeren Wandabschnitten, Rippen oder Domen.
Ursache: Der Kern des dickeren Abschnitts kühlt langsamer ab als die Oberfläche. Beim Abkühlen schwindet das Material und zieht die bereits erstarrte Oberfläche nach innen.
Prävention:
- Wanddicken gleichmäßig halten (max. 60% Dickenänderung)
- Rippen und Dome auf 50–60% der nominellen Wanddicke reduzieren
- Nachdruck erhöhen und Nachdruckzeit verlängern
- Angussposition in den dicksten Wandbereich verlegen
- Werkzeugtemperatur am kritischen Bereich senken
2. Verzug
Aussehen: Das Teil verformt sich nach dem Entformen — es ist nicht mehr plan oder entspricht nicht den Sollmaßen.
Ursache: Differentielle Schwindung — verschiedene Bereiche des Teils kühlen unterschiedlich schnell ab und schwinden unterschiedlich stark. Glasfasergefüllte Materialien zeigen zusätzlich anisotrope Schwindung (unterschiedliche Schwindung in und quer zur Fließrichtung).
Prävention:
- Gleichmäßige Wanddicke konstruieren (die häufigste Lösung)
- Kühlkanäle symmetrisch um die Kavität anordnen
- Material mit niedrigerer Schwindung wählen (amorphe Materialien wie ABS, PC schwinden weniger als teilkristalline wie PP, PA)
- Eine Moldflow-Verzugsanalyse durchführen, bevor das Werkzeug gebaut wird
- Nachdruckprofil optimieren
3. Grate
Aussehen: Eine dünne Kunststoffschicht, die an der Trennebene oder um Auswerfer aus dem Werkzeug austritt.
Ursache: Die Schmelze entweicht durch einen Spalt im Werkzeug, wo die Schließkraft nicht ausreicht oder das Werkzeug verschlissen ist.
Prävention:
- Schließkraft prüfen — ausreichend für die projizierte Fläche?
- Einspritzdruck reduzieren (wenn die Teilequalität es zulässt)
- Werkzeug auf Verschleiß an der Trennebene prüfen
- Nachdruckphase überprüfen — Überpacken verursacht Grate an Auswerfern
- Entlüftungskanäle auf Blockierung prüfen
4. Kurzschuss
Aussehen: Das Teil ist unvollständig — die Kavität wurde nicht vollständig gefüllt, bevor die Schmelze erstarrte.
Ursache: Die Schmelze erstarrt, bevor sie die entferntesten Bereiche der Kavität erreicht. Das kann an unzureichendem Einspritzdruck, zu kleinem Anguss, zu niedriger Schmelzetemperatur oder eingeschlossener Luft liegen.
Prävention:
- Einspritzdruck und/oder -geschwindigkeit erhöhen
- Angussquerschnitt prüfen — zu klein?
- Schmelzetemperatur erhöhen (innerhalb des Materialfensters)
- Werkzeugtemperatur erhöhen
- Entlüftung an den Enden der Fließwege hinzufügen
- Auf ein Material mit höherem MFI (bessere Fließfähigkeit) wechseln
5. Bindenähte
Aussehen: Eine sichtbare Linie, an der zwei Fließfronten aufeinandertreffen — oft um Löcher, Kerne oder bei Mehrpunkt-Anguss.
Ursache: Wenn zwei Fließfronten aufeinandertreffen, ist die Temperatur an der Grenzfläche niedriger als im Kern der Schmelze. Die Polymerketten verschlaufen nicht vollständig — das Ergebnis ist eine schwächere, sichtbare Linie.
Prävention:
- Angussposition so ändern, dass sich die Fließfronten an einer anderen Stelle treffen
- Schmelzetemperatur erhöhen (wärmere Fließfronten verbinden sich besser)
- Werkzeugtemperatur erhöhen
- Einspritzgeschwindigkeit erhöhen (schnellere Füllung = weniger Abkühlung vor dem Zusammentreffen)
- Entlüftung an der Bindenäht-Position hinzufügen
- Das Bauteil so umkonstruieren, dass die Bindenäht an eine unkritische Stelle wandert
Die teuerste Lösung ist die späte Entdeckung
Alle fünf Fehler können durch eine Moldflow-Analyse in der Konstruktionsphase erkannt werden — bevor das Werkzeug gebaut ist. Eine $500-Simulation, die einen $3.000-Werkzeugumbau verhindert, hat einen 6:1 ROI. Bei JBRplas ist die Moldflow-Analyse Teil jedes Werkzeugprojekts.